Технические науки/ 3. Отраслевое
машиностроение.
Исаева И. Н.
Казахский национальный технический
университет имени К. Сатпаева, Казахстан
Современные технологии для защиты
металла
от коррозии
В настоящее время
существует множество специальных
технологии обработки поверхности различных металлов, одной из которых является - микродуговое оксидирование (МДО).
Технология заключается в том, что при пропускании тока большой плотности в
специальном электролите на поверхности обрабатываемой детали начинают возникать
микроплазменные разряды. Эти разряды формируют на поверхности детали очень
качественную оксидно-керамическую пленку - своеобразное покрытие из оксидных
форм металла и веществ, растворенных в электролите. Это позволяет предать
детали различные оттенки, а главное - сформированное
керамическое покрытие, которое обладает совершенно уникальными свойствами.
Увеличивается твердость, износостойкость, возникают светоотражающие или
наоборот - светопоглощающие свойства. Также изменяется структура поверхности, увеличивается
адгезия к дальнейшим покрытиям или к банальной покраске. Детали становятся
устойчивы к коррозии, а защитное покрытие имеет электрическую прочность до 2
кВ. Дуги, которые обрабатывают деталь,
формируют сложную структуру на поверхности из-за сверх высоких температур и
давлений на границе раздела «электрод-электролит». На рисунке 1, представлен процесс
МДО. Детали светятся из-за микродуг.

Рисунок 1. Процесс обработки детали МДО.
В процессе обработки деталь остается
холодной. Весь процесс идет в слое толщиной в несколько микрон. При микродуговом
оксидировании формируется слой за слоем определенная наноструктура, которая
постепенно наращивается вплоть до толщин в десятки микрон, формируя
окончательное покрытие. Процесс обработки деталей занимает от пяти минут до
часа. Время зависит от того, какую толщину покрытия необходимо получить и какой
вид покрытия необходимо сформировать на детали. В случае необходимости
нанесения сложных и толстых (до 50 мкр.) покрытий процесс может длиться и
несколько часов. Но в большинстве применений этого не требуется. Обработке по
технологии микродугового оксидирования
могут быть подвергнуты все сплавы алюминия, а также титан, магний и
цинк.
Покрытие матовое, визуально
очень теплое и выглядит дорого. На рисунке 2, представлен внешний вид
квадратных алюминиевых пластинок, после обработки МДО.

Рисунок 2. Внешний вид квадратных алюминиевых
пластинок, после обработки МДО.
Черное покрытие имеет
черноту 94% и может быть использовано в чернении оптических деталей, где такой
уровень черноты достаточен.
Из-за
действия микродуг структура материала изменяется. Поверхность становится как бы
слегка шероховатой и покрывается очень плотной пленкой оксида. Если не стоит
задача изменять цвет покрытия, а к примеру, требуется подготовить деталь к
покраске, то данная технология будет актуальна, также данная технология не
дорогая по себестоимости. Алюминиевые детали через несколько минут обработки
становятся молочного цвета и на них прекрасно наносится любая краска. При этом
надо помнить, что алюминий не так-то легко красить. Многие краски на нем плохо
держатся или вовсе не наносятся, сворачиваясь в мелкие шарики. После процесса
МДО деталь можно красить буквально через 10 минут, как только она высохнет от
воды, в которой деталь ополаскивают после процесса МДО. По данной технологии
можно обрабатывать детали самых сложных форм. Покрытие возникает во всех
местах. Если где-то покрытие не нужно - необходимо это место изолировать, к примеру,
нанеся лак. На рисунке 3, представлены микроснимки структуры металла до
(верхний) и после (нижний) МДО обработки.
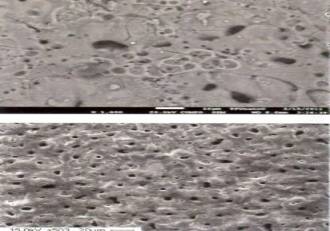
Рисунок 3. Структура металла до (верхний) и после
(нижний) МДО обработки.
Как видно, из рисунка 3, на поверхности
сформированы микрократеры. Таким образом, МДО-покрытия представляют собой
пористую керамику сложного состава, которая формируется за счет окисления
металла и включением в состав покрытия химических элементов из электролита.
Данная пористая структура в свою очередь обеспечивает отличные укрывные
свойства при дальнейшей окраске деталей. Конкурирующей МДО-технологией является
анодирование, но в отличие от этой технологии у МДО имеется существенные
преимущества. В первую очередь, по качеству покрытия и его адгезии, отсутствии
сложной пробоподготовки деталей и экологичности.
Технология МДО позволяет производить
замену дорогих материалов, таких как бронза, латунь и нержавеющая сталь на
более дешевые сплавы алюминия с нанесенным на него оксидно-керамическим
покрытием. В свою очередь, это обеспечивает снижение веса и стоимости детали за
счет снижения затрат на механическую обработку. По технологии МДО можно
производить высокоэффективные теплоотводы в радиотехнике, эффективные ИК
отражатели, недорогие корпуса для приборов, дизайнерские материалы и многое
другое. На рисунке 4 представлен внешний вид образцов деталей после обработки технологии МДО.


Рисунок 4. Внешний вид образцов деталей после обработки технологии
МДО.
Данная технология может найти применение в
машиностроении, космонавтике, авиастроении. Существует большой потенциал
использования технологии обработки МДО в микроэлектронике, в данной области,
данная технология, не применяется. К примеру, можно создавать пластины, на
которые нанесены через диэлектрические слои сверх яркие светодиоды, а сама
пластина зачернена для эффективного отвода тепла от кристалла. Разработчиками
проводились эксперименты по нанесению покрытий на сложные ребристые
теплоотводы, эффективность работы которых увеличивалась в разы! Это позволяет
существенно экономить, ведь эффективный теплоотвод можно сделать меньшей массы
и размеров.
На рисунке 5, представлен
внешний вид производственной установки.

Рисунок
5. Внешний вид производственной
установки.
Установка достаточно
простая и мало отличается от гидролизной ванны. Самое важное заключается в режимах обработки и составе
электролита. Электролит не содержит тяжелых металлов, ионов хрома, сильных
кислот и цианидов. Само производство вполне экологично. Использованный электролит
легко утилизируется - ведь в нем практически не остается химических веществ.
Все они переходят в материал керамики на поверхности металла, а сама керамика
уже не представляет никакой опасности - ведь это спеченная структура, которая
подверглась действию микродуг. При этом в начальный момент времени дуги не
видны глазом. Яркое свечение возникает постепенно и становится видным, когда
покрытие становиться достаточно толстым. Обрабатываемые детали ограничены лишь
размером ванны. К примеру, ванны могут достигать до 2-х метров. Данная технология
не требует много затрат по электроэнергии.
ЛИТЕРАТУРА:
1.
Суминов
И.В., Белкин П.Н., Эпельфельд А.В., Людин В.Б., Крит Б.Л., Борисов А.М.
Плазменно-электролитическое модифицирование поверхности металлов и сплавов. М.:
Техносфера, 2011. 464 с.
2.
Суминов
И.В., Эпельфельд А.В., Людин В.Б., Крит Б.Л., Борисов А.М. Микродуговое
оксидирование (теория, технология, оборудование). М.: ЭКОМЕТ, 2005. 368 с.
3.
Жуков
С.В., Кантаева О.А., Желтухин Р.В. и др. Исследование физико-механических
свойств, структуры и фазового состава покрытий, полученных методом
микродугового оксидирования. М.: Приборы, 2008. №4. С. 28-32.