Влияние ВЫСОКОТЕМПЕРАТУРНОГО СТАРЕНИЯ
НА СТРУКТУРНО-ФАЗОВЫЕ ПРЕВРАЩЕНИЯ дисперсионно-твердеющего
сплава 47хнм
Мукажанов
Е,
Ақжолов Е.
Жетысуский Государственный Университет
им. И.Жансугурова, Талдыкорган, Казахстан,
040000, ул. И.Жансугурова 187а, e-mail:
mukazhanov_e@mail.ru
Выявлены
особенности изменения структуры сплава 47ХНМ в зависимости от температуры и
времени старения. Показано, что при старении сплава 47ХНМ в интервале 800-9000С,
происходит прерывистый распад с образованием ламелей a-фазы. При этом
происходит изменение дисперсности структуры, увеличиваются меж ламельные расстояния, растет
толщина ламелей. На фронте реакции наблюдаются начальные стадии коагуляции
ламелей прерывистого распада, что приводит к падению прочностных свойств
сплава. Обнаружено,
что с повышением температуры старения до 10000С происходит смена
механизма распада в γ–фазе с прерывистого на непрерывный. Частицы выделяющейся фазы можно наблюдать уже после 5 минут старения.
Дальнейшее старение при указанной температуре увеличивает объемную долю
выделений. Аналогично процессы протекают в сплаве при 11000С.
Повышение температуры, также как и увеличение времени старения приводит к
коагуляции выделенных частиц α–фазы. Смена
механизма распада с прерывистого на непрерывный приводит к тому, что резко
падают прочностные свойства, и увеличивается пластичность сплава.
Ключевые слова: морфология,
высокотемпературный нагрев, закалка, сплав
Введение
Материалы, используемые в современной технике, состоят из нескольких сплавленных вместе элементов, в основном, металлов. Число компонентов в промышленных сплавах иногда бывает очень велико. Даже при двух компонентах составляющих сплав, результат сплавления является весьма сложным и зависит от многих факторов. При этом очень важно знать, какие фазы сплава стабильны, какова их структура и при каких соотношениях элементов и при какой температуре сплав можно применить наиболее эффективно в производстве. Все эти вопросы обычно решаются экспериментально, при этом используются различные методы – термический, металлографический, электронномикроскопический и рентгенодифракционный и др.
Сплав 47ХНМ наряду с высоким
сопротивлением малым пластическим деформациям и релаксационной стойкостью в
условиях статистического и циклического нагружения обладает весьма
специфическими свойствами: высокой коррозионной стойкостью, немагнитностью,
малым упругим гистерезисом и упругим последействием, высокой усталостной
прочностью и др. Сплав 47ХНМ обладает удовлетворительной пластичностью,
достаточной для получения упругих элементов заданной конфигурации и хорошей
свариваемостью.
Хромоникелевый сплав 47ХНМ применяются при изготовлении упругочувствительных элементов различных приборов и машин, и отличается от других дисперсионно-твердеющих сплавов значительно более высокой коррозионной стойкостью в агрессивных средах [1]. Кроме этого сплав 47ХНМ используется как материал для элементов конструкции ядерных и термоядерных реакторов с водным теплоносителем [2].
Ранее в показано влияние температуры закалки, времени выдержки под закалку и скорости охлаждения на фазово-структурное состояние сплава 47ХНМ. Так, после закалки в интервале температур 900-13000С структура сплава 47ХНМ является двухфазной, состоящей из зерен γ-матрицы и частиц α-фазы. С увеличением времени выдержки под закалку установлено растворение упрочняющей α-фазы, рост зерен матрицы, увеличение разнозернистости сплава и изменение характера границ зерен [3]. Рост зерна в сплаве 47ХНМ очень сильно подавлен из-за наличия избыточной α-фазы, которая тормозит миграцию границ во время собирательной рекристаллизации. Изменение структурно-фазового состояния сплава 47ХНМ при различных режимах закалки порождает изменение механических свойств [4].
Целью
настоящей работы является исследование влияния старения на структуру и
свойства сплава 47ХНМ.
Материалы и методы исследования
Как было показано выше, сплав 47ХНМ относится к дисперсионно-твердеющим аустенитным сплавам, которые используются в промышленности. Пружинные дисперсионно-твердеющие сплавы – один из важнейших классов конструкционных металлических материалов, которые в зависимости от назначения и условий службы упругих элементов приборов должны обладать самыми разнообразными свойствами. При эксплуатации, изделия из пружинных сплавов должны иметь достаточную прочность и упругость в условиях статического, циклического или динамического нагружения, а также высокое сопротивление малым пластическим деформациям. Помимо этого, они также должны удовлетворять особым технологическим требованиям, без учета которых нельзя качественно изготовить упругие элементы приборов заданной конфигурации и получить комплекс высоких физико-механических свойств.
Материал
исследования - сплав 47ХНМ промышленного изготовления и стандартного
химического состава (47%-Cr,
5%-Mo, ост. - Ni).
Структурно-фазовое состояние образцов исследовали на оптическом (NEOPHOT-21) и электронном (ЭМ-125К) микроскопах. Как известно, металлографический анализ широко используется в промышленности для контроля структуры металла, полуфабрикатов и готовых изделий для обеспечения их качества. Металлографический метод анализа введен в ряд действующих стандартов. По микроструктуре контролировалась величина размера зерна, объемная доля материала, претерпевшего распад и объемная доля a-фазы в сплаве 47ХНМ. Съемку микроструктуры шлифов на микроскопе проводили с помощью цифрового фотоаппарата OLYMPUS. Общее увеличение микростуктуры на фотографии определялось путем съемки в том же режиме микрометрической линейки (цена деления 0,01 мм).
Просвечивающая электронная микроскопия тонких фольг
совместно с методами электронографического анализа давала нам возможность
проводить идентификацию выделяющихся фаз при очень малой объемной доле
выделений, исследовать локальное распределение фаз и морфологию выделений при
очень высокой степени разрешения. Таким образом, при исследовании структурных и
фазовых превращений с помощью электронного микроскопа решены не только задачи
анализа морфологии микроструктуры, т.е. формы, размеров и расположения фаз и
структурных составляющих, но и электроннодифракционный структурный и фазовый
анализ. Наблюдения структуры распада пересыщенного твердого раствора проводили
на электронных микроскопах ЭМВ–100Б, ЭМ-125К, с разрешающими способностями
порядка 50Å. (исследования проводились с гониометром), что вполне
удовлетворяло поставленным задачам. Шлифы для
металлографических исследований полировали и травили электролитическим методом
в 10%-ном уксусно-хлорном электролите. Образцы для электронной микроскопии в
виде дисков готовили методом струйной электрополировки, а также методом
утонения фольг.
В настоящей работе в
качестве основных методов исследований были использованы: испытания на
микротвердость, изучение структуры с помощью световой и электронной
микроскопии, рентгено-дифрактометрический фазовый анализ.
Термическую обработку образцов сплава 47ХНМ проводили в лабораторных
трубчатых электропечах сопротивления типа СУОЛ-0,4.4/12-М2-У4.2 в вакууме с
остаточным давлением не более 1 Па. Температура измерялась и регулировалась
прецизионным регулятором температуры ВРТ-2, с помощью двух термопар типа ТПП
1378. Точность регулирования и поддержания температуры прибором ВРТ-2
составляла ±
0,5°С,
а погрешность измерения температуры термопарами ТПП 1378 при температуре
верхнего предела измерений 1300°С не более ±3°С, то есть общая погрешность
измерения температуры в данной печи не превышала ±4 °С.
Результаты и их обсуждение
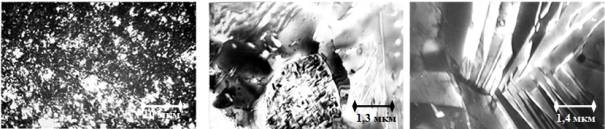
Типичные микроструктуры, соответствующие различным стадиям старения в интервале температур 800-11000С приведены на рис. 1-4. После старения при 8000С по всему объему материала протекает прерывистый распад с выделением α– фазы на основе хрома с ОЦК-решеткой. При этом происходит изменение дисперсности структуры, увеличиваются межламельные расстояния, растет толщина ламелей. На фронте реакции наблюдаются начальные стадии коагуляции ламелей прерывистого распада (рис. 1, б), что приводит к падению прочностных свойств сплава. Миграция фронта реакции осуществляется на значительном отрезке границы, поэтому одновременно возникает много пластин α– фазы, растущих перпендикулярно движущейся границе. Увеличивающаяся поверхность фронта реакции приводит к появлению новых частиц между растущими ламелями. Которые в процессе роста приобретают форму пластин или стержней. Зарождение частиц может происходить как самостоятельно, так и ветвлением уже существующих, поскольку не требуется строгого кристаллографического соответствия между начальным выделением и матрицей.

а б в
Рис. 1. Микроструктура закаленного от 12500С, 1 мин. сплава 47ХНМ после старения при 8000С, 2 часа: а - х1000; б - х1300; в - х8500
Распад внутри глобулярных частиц α–фазы приводит к формированию структуры слоистой формы, при этом размеры частиц увеличиваются по сравнению с распадом при 7000С. Особенно отчетливо это заметно на темнопольном снимке в рефлексах α–фазы, приведенном на рис. 1, в.
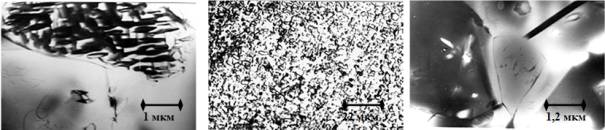
Дальнейшее огрубление структуры происходит при увеличении температуры старения и времени отжига. Так, при 9000С структура сплава становится грубодисперсной (рис. 2), резко увеличивается толщина ламелей и межламельное расстояние в областях прерывистого распада. В глобулярных частицах α–фазы наблюдается более крупная слоистая структура, чем при предыдущих термообработках.
а б в
Рис. 2. Микроструктура состаренного при 9000С сплава предварительно закаленного от 12500С, 1 мин.: а - х1000; б - х7500; в - х7000
Увеличение температуры старения до 10000С приводит к смене
механизма распада в γ–фазе. В отличие от рассмотренных случаев избыточная
фаза выделяется непрерывно (рис. 3, 4). Частицы выделяющейся фазы можно
наблюдать уже после 5 минут старения. Дальнейшее старение при указанной
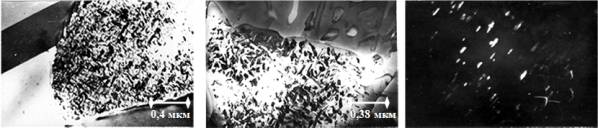
температуре увеличивает объемную долю выделений. Аналогично процессы протекают
в сплаве при 11000С (рис. 4, б,
в). Повышение температуры, также как и увеличение времени старения приводит
к коагуляции выделенных частиц α–фазы. Смена механизма распада с
прерывистого на непрерывный приводит к тому, что резко падают прочностные
свойства, и увеличивается пластичность сплава.

а б в
Рис. 3. Микроструктура сплава 47ХНМ после закалки от 12500С, 1 мин. и старения при 10000С: а - 5 ч, х450; б - 1 ч, х8500; в - 1 ч, х8500
а б в
Рис. 4. Микроструктура предварительно закаленного от 12500С, 1 мин. сплава после старения: а - 10000С, 0,1 ч., х10000; б - 11000С, 0,5 ч., х450; в - 11000С, 1 ч., х8000
Представляет интерес проследить кинетику распада внутри глобулярных частиц α–фазы. На рис. 5, в приведена типичная микроструктура сплава 47ХНМ, состаренного при 6000С, содержащая частицы α–фазы. Такая низкая температура старения была выбрана по следующим соображениям. Во-первых, при этой температуре полностью отсутствует прерывистый распад и поэтому можно четко зафиксировать частицы a-фазы, их морфологию и объемную долю. Во-вторых, при температуре 6000С практически можно не учитывать протекание диффузионных процессов, приводящих к растворению этих частиц. Из анализа структуры следует, что объемная доля частиц a-фазы довольно высока и составляет 10 – 15%. Частицы a-фазы в основном расположены на границах зерен, чаще всего в районе трех зерен. Статистическое исследование структуры показывает на структурную неоднородность сплава 47ХНМ, поскольку встречаются участки с объемной долей частиц a-фазы более 50%. Возможно, это следствие дефектов металлургического характера.
При электронномикроскопическом исследовании частиц a-фазы
после кратковременного старения при 6000С было установлено наличие
распада внутри таких частиц (рис. 5, 6). Структура распада была настолько
дисперсной, что давала так называемый крапчатый контраст и отчетливо
проявлялась только на темнопольных снимках, снятых в тяжах a-фазы
(рис. 5, а и б). Увеличение времени старения до 10 часов при 6000С
позволило отчетливо изучить структуру распада (рис. 6, а). И, наконец,
увеличение температуры старения до 7000С привело к формированию
структуры типа видманштетта (рис. 6, б).
При этом темнопольное исследование позволило установить, что каждая пластина
имеет слоистую форму (рис. 6, в). С
дальнейшим увеличением температуры отжига в частицах a-фазы, также как и в
матрице, наблюдается процесс огрубления структуры.

а б в
Рис. 5. Структура глобулярных частиц a–фазы
после закалки от 12500С, 1 мин. и старения при 6000С, 2
ч.: а - темнопольное изображение в тяжах a-фазы, х18500; б -
микроэлектроннограмма от структуры, представленной на рис. 5, а; в - оптическая
микрофотография, х1000
а б в
Рис. 6. Микроструктура распада внутри частиц a-фазы после закалки от 12500С, 1 мин. и старения: а - 6000С, 10 ч., х24000; б - 7000С, 5 ч., х26000; в - темнопольное изображение структуры, на рис. 6, б.
Выводы
На основании полученных результатов можно сделать следующий вывод:
Установлено, что распад при старении сплава начинается с 600°С в зернах α–фазы и носит характер гомогенного непрерывного выделения частиц, впервые обнаруженной в сплаве, фазы на основе никеля. При 700°С в g-матрице сплава протекает прерывистый распад с образованием ламелей вторичной α–фазы, приводящей к значительному упрочнению сплава. Одновременно с этим происходит непрерывный распад в зернах первичной α–фазы. После старения при 8000С по всему объему сплава 47ХНМ протекает прерывистый распад с выделением α–фазы на основе хрома. Старение при 9000С приводит к огрублению структуры, при этом резко увеличивается толщина ламелей и межламельное расстояние в областях прерывистого распада. Увеличение температуры старения до 10000С приводит к смене механизма распада в γ–фазе, избыточная α–фаза выделяется непрерывно. Установлено наличие распада внутри глобулярных частиц α–фазы.
При увеличении температуры с 1200 до 1300°С и времени выдержки под закалку с 5 сек до 30 минут происходят процессы растворения частиц второй фазы, рост зерен матрицы и увеличение разнозернистости сплава. С повышением температуры закалки пластичность сплава увеличивается, а деформирующие напряжения падают, что обусловлено не только растворением, но и процессами коалесценции и сфероидезации частиц α-фазы.
Представленные
в статье результаты исследования влияния различных
режимов закалки и старения на структуру и технологические свойства свойства
сплава 47ХНМ могут быть использованы на практике в технологии изготовления
упругочувствительных элементов приборов.
Список литературы
1. Рахштадт А.Г. Пружинные стали и сплавы. - М.: Металлургия, 1971, - 496 с.
2. Солонин М.И., Кондратьев В.П., Вотинов С.Н. Сплав ХНМ-1 как перспективный материал для элементов конструкции ядерных и термоядерных реакторов с водным теплоносителем // ВАНТ, Серия Материаловедение и новые материалы. – 1995. – Вып.1(52). –С.13-20.
3. Мукажанов Е.Б., Скаков М.К., Петров В.А., Ахметжанов Б.К. Влияние различных режимов закалки на механические свойства пружинного Cr-Ni сплава // Вестник Национальной академии наук РК.- №4. Алматы, 2006. С. 65-68.
4. Скаков М.К., Мукажанов Е.Б., Ахметжанов Б.К. Фазово-структурные изменения в дисперсионно-твердеющем сплаве 47ХНМ после закалки // Известия Национальной академии наук РК. Серия химическая - №2(356). Алматы, 2006. С. 75-78.