Технічні
науки: Автоматизовані системи управління на виробництві
Я.В. Куровець
Івано
– Франківське управління філії ВРТП «Укргазенергосервіс» ДК «Укртрансгаз»,76000, Тисмениця, Галицька, 91,
тел.(0342)552758, е-mаil: kafatp@ukr.net, VRTPIV@ITSIV.ua
Автоматичне
керування подаванням електродів з фтористокальцієвим покриттям при спорудженні
магістральних газопроводів
Характерною рисою
зварювальних робіт у газовій промисловості є мала відстань джерела шкідливих
речовин від робочого місця зварювальника. Насамперед, це стосується ручного
дугового зварювання, за якого безпосередньо зона дихання зварювальника перебуває
на відстані декількох сантиметрів. Ці обставини зумовлюють вкрай незадовільні
умови праці, що відповідним чином впливає на здоров’я працівників.
Штучні електроди, що
використовуються у процесі ручного дугового зварювання, повинні відповідати
санітарно-гігієнічним вимогам. За хімічним складом стрижні електродів,
які виготовляються із зварювального дроту (ГОСТ 2246-70), поділяються на низьковуглецеві, леговані та
низьколеговані. До складу дроту входять різні метали, в тому числі і шкідливі
для організму людини. Особливо високою токсичністю володіють з’єднання
марганцю, хрому, нікелю тощо.
Під
час спорудження компресорної станції «Тарутино» застосовувались декілька типів
електродів з фтористокальцієвим
покриттям типу АНО, які володіли покращеними технологічними властивостями, були
призначені для зварювання різних конструкцій.
У зварювальних процесах
компресорних станцій використовувались електроди типу АНО-4, АНО-6, АНО-7 і
АНО-8. Вони мають однаковий стрижень, що складався з дроту С6-0,8А,
але відрізнялися кількістю і хімічним складом компонентів покриття.
Умовам праці зварювальників
та заходам щодо їхнього поліпшення у різних галузях присвячено безліч наукових
робіт, серед яких можна виділити [1,2,3,4,5]. Однак,
дослідженням кількісних характеристик токсичних речовин в аерозолі у зварюванні
різними електродами на підприємствах газової галузі приділяють ще мало уваги.
Автором
досліджувалась валова кількість токсичних газів, токсичних речовин, що
виділялися у повітря робочої зони під час зварювальних процесів електродами
типу АНО.
Для
дослідження об’ємів забруднення повітря робочої зони використовувалися дві
групи методів – лабораторні та експресні. У першому використовувався аспіраційний
метод відбору проб. Для експресного методу використовувався універсальний
газоаналізатор УГ-2 та газоаналізатор ГНК-3.
До
складу покриттів електродів типу АНО входять такі основні елементи: залізний
порошок, рутиловий концентрат, феромарганець, слюда, целюлоза, плавиковий шпат,
мармур, феросиліцій, карбоксиметилцелюлоза і деякі інші. Кількісні
співвідношення цих елементів різні, тому гігієнічні властивості електродів
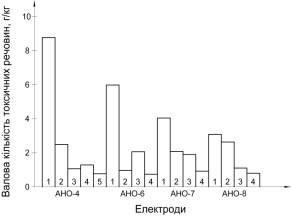
неоднакові. З рис. 1 видно, що найбільше зварювального аерозолю виділяється у процесі
зварювання електродом АНО-4. Це обумовлюється тим, що в обмазці цього електроду
міститься менше оксиду заліза, яке пригнічує пилоутворення, ніж в обмазках
інших електродів і дещо більше феромарганця, що збільшує кількість пилу. Дещо
більша валова кількість аерозолю спостерігається під час зварювання електродом
АНО-6.

Рисунок 1 – Валова
кількість аерозолю (г/кг) у процесі зварювання електродами з фтористокальцієвим
покриттям
Під
час зварювальних робіт у компресорному цеху станції досліджувалась наявність
токсичних елементів у складі аерозолю. Встановлено, що найбільш токсичними з
них є марганець і фторид (рис.2). Найбільша кількість оксидів заліза, марганцю
і розчинних вторидів виділяється при
зварюванні електродом АНО-4.
Рисунок
2 – Валова кількість токсичних речовин в аерозолі (г/кг) у процесі зварювання
електродами з фтористокальцієвим покриттям
1 -
Mn; 2 - Fe2O3; 3 – розчинні фториди; 4 – SiO
На підставі оцінки
газової складової аерозолю(насамперед, оксиди азоту і фтористого водню) на
перше місце за токсичністю слід також віднести електрод АНО-4 (рис.3). При
цьому слід врахувати, що оксид вуглецю і фтористий кремній мають меншу
токсичність.
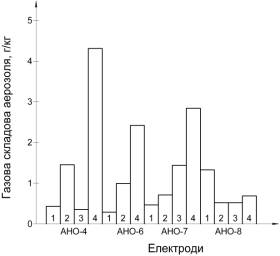
Рисунок 3 – Валова
кількість токсичних газів у процесі зварювання електродами з фтористокальцієвим
покриттям
1 - Mn; 2 - Fe2O3; 3
– розчинні фториди;
4 – SiO
Для
гігієнічної оцінки зварювальних матеріалів було визначено концентрації аерозолю
та токсичні елементи, що містяться в ньому, та в повітрі робочої зони зварювальника.
Під час зварювання перед щитком зварювальника концентрація аерозолю і таких
токсичних речовин, як марганць і фториди значно перевищують норми ГДК (рис.4).
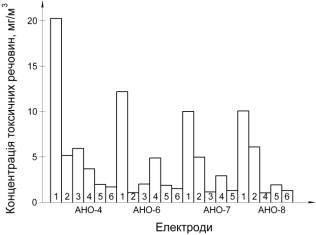
Рисунок 4 –
Концентрації токсичних речовин у процесі зварювання електродами з
фтористокальцієвим покриттям
1 - Mn; 2 - Fe2O3; 3
– розчинні фториди;
4 – SiO; 5 – TiO2; 6
– CaF2
З
рисунка 5 видно, що у процесі зварювання електродами всіх марок в значних концентраціях
виділяється фтористий водень. Отже, і за наслідками оцінки повітря робочої зони
досліджувані електроди розташовуються в тому ж порядку шкідливості, що і за
оцінкою валових виділень аерозолю.
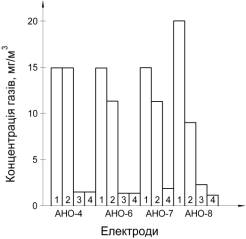
Рисунок 5 –
Кількість газів перед щитком зварювальника у процесі зварювання електродами з
фтористокальцієвим покриттям
1 - HF; 2 – CO; 3
– NO2; 4
– SiF4
Для зменшення впливу
утворених шкідливих речовин на організм електрозварювальників автором даної
статті запропоновано систему автоматичного керування подаванням електрода згідно
з наведеним розрахунком. Суть методу зводиться до того, що електрод
зварювального апарату підводиться до різних місць зварюваних деталей, і досить
швидко і надійно відбувається зварювання різних конструкцій. Структурна схема
системи подавання електрода приведена на рисунку 6.
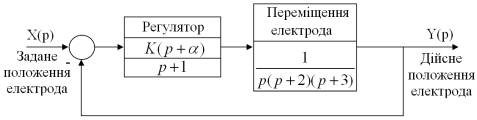
Рисунок 6 – Структурна
схема системи подавання електрода
Необхідно визначити
діапазон значень параметрів ![]() і
і ![]() , при яких система буде стійкою, тобто зварювальний шов буде
відповідати заданим параметрам. Для дугового зварювання передавальна функція
має вигляд:
, при яких система буде стійкою, тобто зварювальний шов буде
відповідати заданим параметрам. Для дугового зварювання передавальна функція
має вигляд:
 , (1)
, (1)
де ![]() - коефіцієнт
підсилення;
- коефіцієнт
підсилення;
![]() - постійна
(константа).
- постійна
(константа).
Відповідно характеристичне рівняння має
вигляд:
![]() . (2)
. (2)
Складемо таблицю Рауса
Таблиця 1 –
Таблиця Рауса
|
|
1 11 |
|
|
6 |
|
|
|
|
|
|
|
|
|
де ![]() і
і  . (3)
. (3)
Коефіцієнт ![]() встановлює зв’язок
між параметрами
встановлює зв’язок
між параметрами ![]() і
і ![]() . Аналіз значень коефіцієнта
. Аналіз значень коефіцієнта ![]() свідчить, що
свідчить, що ![]() буде менше 60.
Припустимо, що
буде менше 60.
Припустимо, що ![]() , і отримаємо:
, і отримаємо:
![]() . (4)
. (4)
Із рівняння (4) випливає залежність
між ![]() і
і ![]() :
:
![]() . (5)
. (5)
Для конкретного випадку
приймаємо, що ![]() , тоді отримаємо
, тоді отримаємо ![]() . За таких значень параметрів система є стійкою, і її
передавальна функція набуває вигляду:
. За таких значень параметрів система є стійкою, і її
передавальна функція набуває вигляду:
 (6)
(6)
Система n-го порядку має
характеристичне рівняння загального вигляду:
![]() (7)
(7)
Якщо поділити всі члени
рівняння на ![]() і ввести позначення
і ввести позначення ![]() , то отримаємо запис характеристичного рівняння у нормальному
вигляді:
, то отримаємо запис характеристичного рівняння у нормальному
вигляді:
![]() . (8)
. (8)
Діаметр електрода ![]() .
.
Для дугового зварювання рівняння прийме
вигляд:
![]() (9)
(9)
Розділимо на ![]() , то отримаємо
, то отримаємо
 , (10)
, (10)
або
![]() . (11)
. (11)
Для рівняння (11) ![]() і
і ![]() . Використовуючи нормований запис характеристичного рівняння
складемо зведену таблицю умов стійкості системи до 6-го порядку. Дані зведені до
таблиці 2.
. Використовуючи нормований запис характеристичного рівняння
складемо зведену таблицю умов стійкості системи до 6-го порядку. Дані зведені до
таблиці 2.
Таблиця 2 –
Критерій стійкості Рауса – Гурвіца
|
n |
Характеристичне рівняння |
Критерій |
|
2 |
|
|
|
3 |
|
|
|
4 |
|
|
|
5 |
|
|
|
6 |
|
|
В даному випадку для ![]() , маємо
, маємо ![]() . Якщо виконується умова стійкості
. Якщо виконується умова стійкості ![]() , то система стійка.
, то система стійка.
Визначимо стійкість даної системи за
критерієм Михайлова.
Для цього запишемо характеристичне
рівняння, що описує автоматичну систему, у вигляді
![]() . (13)
. (13)
Вираз (11) набуде вигляду:
![]() . (14)
. (14)
В рівнянні (14) проводимо підстановку p=jw,
в результаті чого отримаємо
![]()
Виділимо дійсну та уявну частини:
 .
.
Для побудови годографа змінюємо ![]() .
.
Знаходимо значення ![]() , за якого годограф Михайлова перетинає додатню уявну вісь,
прирівнявши до 0 дійсну частину.
, за якого годограф Михайлова перетинає додатню уявну вісь,
прирівнявши до 0 дійсну частину.
![]() ;
;
![]() ;
;
![]()
Знаходимо значення ![]() , за якого годограф Михайлова перетинає дійсну від’ємну вісь,
прирівнявши до 0 уявну частину.
, за якого годограф Михайлова перетинає дійсну від’ємну вісь,
прирівнявши до 0 уявну частину.
![]() ;
; ![]()
![]()
Наведемо графічне відображення годографа
Михайлова.
Рисунок 7 –
Годограф Михайлова
Таким чином, дана
система є стійкою, бо годограф Михайлова починається на дійсній додатній осі і
послідовно проти годинникової стрілки проходить три квадранти (n=3).
Висновки
Дослідження гігієнічних
характеристик електродів типу АНО показали, що валова кількість аерозолю, що
виділяється при зварюваних процесах, залежить від виду їх покриття (обмазки). Найбільша
кількість його зафіксована у процесі дугового зварювання електродом АНО-4.
Встановлено, що у складі аерозолю містяться такі токсичні речовини, як оксиди
заліза, марганець, фториди, кремній, метан.
Для
зменшення впливу шкідливих речовин на організм електрозварників запропоновано
систему автоматичного керування подаванням електрода.
Література:
1.
Левченко О.Г. Методи нейтралізації токсичних речовин у
зварювальному виробництві / О.Г. Левченко, С.А. Грищенко // Вісник-ННДІПБОП. - К.:2003.-№6.-С.19-23.
2.
Эннан А.А.Улавливание и нейтрализация токсичных
газообразных веществ в сварочном производстве / А.А. Эннан, Т.Л. Ракитская // Автомат.
сварка.-2000.-№1-С.48-52.
3.
Сербін
В.П. Застосування кліноптилоліту для очищення повітря від зварювального
аерозолю / В.П. Сербін, О.Г. Шевченко, Л.А. Шевченко // Наукові вісті. - К.:
НТУУ «КПІ» 200-№6-С.111-117.
4.
Левченко
О.Г. Шляхи вирішення екологічних проблем зварювального виробництва/О.Г.
Левченко // Праці інституту електродинаміки Національної академії наук України:
Збірник наукових праць (Спеціальний випуск).-2004-С.84-89.