Технические
науки/4. Транспорт.
К.т.н.,
Габсаттарова Р.А.
Казахстанский университет «Алатау», Республика
Казахстан
К вопросу о движении
насыпного материала с перегрузочного лотка на конвейер
Известно, что перегрузочные и загрузочные
лотки для насыпных кусковых материалов должны выполнять две основные функции:
- ограждать ленту или полотно конвейера от ударов
падающего материала:
- обеспечивать движение материала в заданном направлении
/1/.
Согласно первой из них, лоток выступает
как средство защиты ленты или полотна конвейера от повреждений и
преждевременного износа.
Немаловажным требованием к лоткам является
также обеспечение благоприятных условий схода материала с лотка на конвейер.
Под этим понимается прежде всего
исключение образования завалов при сходе материала с лотка на конвейер.
Последнее возможно, если скорости движения материала при сходе с лотка и
полотна конвейера удовлетворяют соотношению (1), а направления скоростей близки
или совпадают.
![]() (1)
(1)
vл -
скорость движения насыпного кускового материала по перегрузочному лотку, м/с;
v2
- скорость движения полотна принимающего конвейера, м/с.
Если скорость схода потока материала с
лотка - vd в точке «d» меньше скорости движения ленты или полотна конвейера
- v2 в точке «е»,
т.е.![]() , то образования завалов не происходит.
, то образования завалов не происходит.
При равенстве скоростей vd=ve сохраняется вероятность образования завалов при
случайных нарушениях режима движения или процесса перегрузки материала с
конвейера на конвейер.
Рассмотрим движение потока насыпного
материала на переходном участке (d-e),
образуемого нижней (концевой) частью лотка и полотном конвейера (рисунок 1).
Поток насыпного материала по лотку в виде
наклонной плоскости проходит переходный участок (d-c) в виде
тупого угла ![]() , образуемого им с полотном конвейера, изменяя при этом
направление и скорость движения:
, образуемого им с полотном конвейера, изменяя при этом
направление и скорость движения:
![]() ,
(2)
,
(2)
где ![]() - угол наклона
лотка к полотну конвейера, рад.
- угол наклона
лотка к полотну конвейера, рад.
Как было отмечено выше, наиболее
благоприятные условия схода насыпного материала с лотка на движущееся полотно
конвейера является близость или совпадение направления и величины их скоростей.
Очевидно, чем меньше угол a, тем благоприятнее условия схода потока насыпного
материала с лотка на конвейер. В тоже время, угол наклона лотка к полотну
конвейера ограничен его предельными значением, при котором силы сопротивления-трения
должны преодолеваться за счет сил инерции или кинетической энергии потока
насыпного материала, движущегося по наклонному лотку.
Поток насыпного материала по лотку в виде
наклонной плоскости проходит переходный участок (d-c) в виде
тупого угла ![]() , образуемого им с полотном конвейера, изменяя при этом
направление и скорость движения:
, образуемого им с полотном конвейера, изменяя при этом
направление и скорость движения:
![]() , (3)
, (3)
где ![]() - угол наклона
лотка к полотну конвейера, рад.
- угол наклона
лотка к полотну конвейера, рад.
Очевидно, чем меньше угол a, тем благоприятнее условия схода потока насыпного
материала с лотка на конвейер. В тоже время, угол наклона лотка к полотну
конвейера ограничен его предельными значением, при котором силы
сопротивления-трения должны преодолеваться за счет сил инерции или кинетической
энергии потока насыпного материала, движущегося по наклонному лотку.
Движение насыпного материала
при сходе с лотка на конвейер
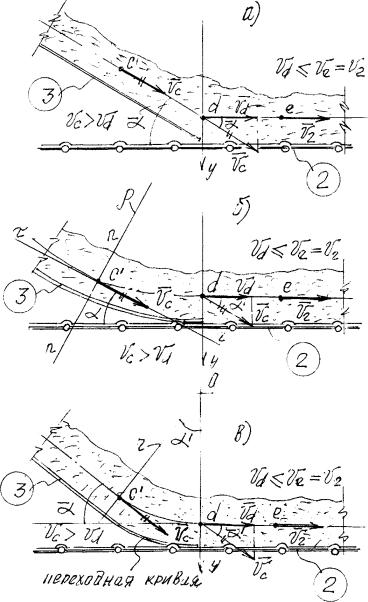
а) прямолинейный лоток; б)
криволинейный лоток;
в) комбинированный лоток
Рисунок 1
Очевидно, чем меньше угол a, тем благоприятнее условия схода потока насыпного
материала с лотка на конвейер. В тоже время, угол наклона лотка к полотну
конвейера ограничен его предельными значением, при котором силы
сопротивления-трения должны преодолеваться за счет сил инерции или кинетической
энергии потока насыпного материала, движущегося по наклонному лотку.
Поток насыпного материала по лотку в виде
наклонной плоскости проходит переходный участок (d-c) в виде
тупого угла ![]() , образуемого им с полотном конвейера, изменяя при этом
направление и скорость движения:
, образуемого им с полотном конвейера, изменяя при этом
направление и скорость движения:
![]() ,
(3)
,
(3)
где ![]() - угол наклона
лотка к полотну конвейера, рад.
- угол наклона
лотка к полотну конвейера, рад.
Очевидно, чем меньше угол a, тем благоприятнее условия схода потока насыпного
материала с лотка на конвейер. В тоже время, угол наклона лотка к полотну
конвейера ограничен его предельными значением, при котором силы
сопротивления-трения должны преодолеваться за счет сил инерции или кинетической
энергии потока насыпного материала, движущегося по наклонному лотку.
Как было отмечено выше, наиболее
благоприятные условия схода насыпного материала с лотка на движущееся полотно
конвейера является близость или совпадение направления и величины их скоростей.
Применительно к лоткам, продольный профиль
дна которых есть некоторая кривая линия, это означает, что касательная t-t в точке схода «d» материала с лотка 3 должна быть расположена под
малым углом наклона a или параллельна полотну конвейера 2 (рисунок 1,б).
Сравнивая три основных типа лотков,
используемых в конвейерных перегружателях, изображенных на рисунках 1а, 1б, 1в,
следует отметить их преимущества и недостатки.
У прямолинейного наклонного лотка, как
отмечалось выше, сход насыпного материала происходит под некоторым углом - ![]() . Если это движение имеет достаточно высокую скорость,
то на переходном участке (d-e) на ленту
или полотно конвейера куски и частицы материала воздействуют в виде «косого
удара», что приводит к их повышенному износу.
. Если это движение имеет достаточно высокую скорость,
то на переходном участке (d-e) на ленту
или полотно конвейера куски и частицы материала воздействуют в виде «косого
удара», что приводит к их повышенному износу.
У криволинейных и комбинированных лотков
(рисунки 1б, 1в). подобное явление отсутствует из-за плавного схода материала
на конвейер, который обеспечивается криволинейным переходным участком (с’d).
Отмеченные различия условий схода
материала на переходных участках прямолинейных и криволинейных лотков следует
учитывать при решении задачи выбора продольного профиля перегрузочных лотков.
Если же оценивать прямолинейные и
криволинейные лотки по трудоемкости их изготовления, то, несомненно,
прямолинейные лотки проще по конструкции и технологичнее в изготовлении, чем
криволинейные.
Отсюда можно сделать вывод о том, что
предпочтение следует отдавать комбинированным лоткам, к концевой части которых
применимы те же методы расчета, что и криволинейным лоткам.
Литература:
1.
Тарасов Ю.Д. Загрузочные
и разгрузочные устройства ленточных конвейеров. М.: Недра, 1995. - 220 с.