К.т.н. Лапковський С.В.,
Фазліахмедов Г.М.
Національний технічний університет України
“Київський політехнічний інститут”, Україна
ВИЗНАЧЕННЯ
ОПТИМАЛЬНОГО ВЗАЄМНОГО РОЗТАШУВАННЯ РІЗАЛЬНОГО І ДЕФОРМУЮЧОГО ІНСТРУМЕНТІВ ПРИ
КОМБІНОВАНОМУ ОБРОБЛЕННІ
При обробці отворів комбінованим інструментом, який
містить різальний елемент ¾ різець і деформуючий елемент,
наприклад алмазний виглажувач, можна так розташувати деформуючий інструмент
відносно різального, щоб певним чином перерозподілити зусилля різання і деформування
[1]. Відомо, що відтискання різального інструменту по нормалі до оброблюваної
поверхні вносять найбільші похибки в обробку. Тим часом такі ж пружні зміщення
ріжучого інструменту по дотичній до оброблюваної поверхні вносять похибку в
обробку на два порядки менше [1]. Оскільки при обробці розмір в найбільшій мірі
залежить від різального інструменту (деформуючий інструмент впливає на
мікрогеометрію і експлуатаційні якості поверхні) і звести до нуля результуючу
силу обробки комбінованим інструментом не представляється можливим, ¾ пропонується так взаємно розташовувати
різальний і деформуючий інструменти, щоб результуюче зусилля обробки було
направлене по дотичній до оброблюваної поверхні в точці контакту різального
інструменту [1] (рис. 1).
Існує формула, що дозволяє обчислити
взаємне розташування різального і деформуючого інструментів, що забезпечує
найкращі режими обробки отворів [1]:
|
|
|
(1) |
де w — кут взаємного розташування різального та деформуючого елементів в градусах;
bд —
кут між позитивним напрямом вісі Y и
зусиллям деформування Pд в градусах;
його значення визначається з умови (2);
aд —
кут між тангенціальною складовою ![]() и зусиллям деформування Pд; зазвичай дорівнює 83…88°
[1].
и зусиллям деформування Pд; зазвичай дорівнює 83…88°
[1].
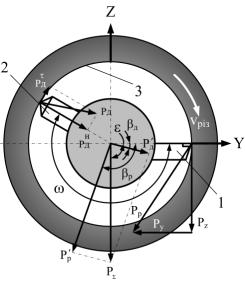
Рис. 1. Розрахункова схема комбінованої обробки отворів:
1 ¾ різальний
інструмент; 2 ¾ деформуючий інструмент; 3 ¾ оброблюваний отвір
|
|
|
(2) |
де e — кут між позитивним напрямом вісі Y и рівнодіючою PS в градусах;
bр —
кут між позитивним напрямом вісі Y и
зусиллям різання Pр в градусах;
Pz — тангенціальна складова зусилля різання, Н;
Pд — зусилля деформування, Н;
Pр — зусилля різання, Н.
Перетворити вираз (2) таким чином, щоб
ізолювати bд, досить складно. Зробивши ряд перетворень даного виразу,
отримуємо трансцендентне рівняння (3).
|
|
|
(3) |
Експериментальні дослідження показали [1], що при
розточуванні отворів Æ 100 мм Pz = 1000 H; Pр = 1044 H;
bр = 106,7°.
Для даного випадку на рис. 2 наведені результати визначення значення кута w за формулою (1) після розв’язання рівняння (3) при aд = 85,5° на інтервалі Pд = 400…700 H.
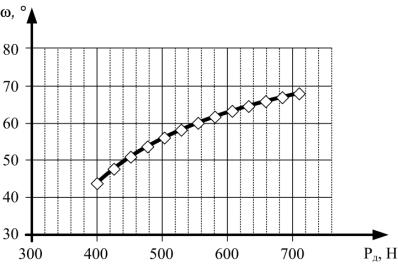
Рис. 2. Графік зміни значення
кута w в залежності
від величини зусилля деформування Pд
Література:
1.
Свидерский Э.А. Решение технологических задач в машиностроении с применением
микрокалькуляторов. —
М.: Машиностроение, 1987. — 160 с.