В.П.Приходько, канд.техн.наук
НТУ Украины "Киевский политехнический
институт", г. Киев
Формализация расчета погрешностей установки
заготовок на основе использования теории
размерных цепей
Сокращение сроков
технологической подготовки производства, в том числе разработки и внедрения
технологических процессов, является важной проблемой современного
машиностроения. Одним из путей решения указанной проблемы является дальнейшее
совершенствование систем автоматизированного проектирования и размерного моделирования
технологических процессов.
Одной
из задач размерного моделирования, решение которой должно быть
автоматизировано, является оценка точности технологических размеров. Оценка
точности технологических размеров предполагает, в том числе, расчет погрешностей
установки для выполняемых технологических размеров. Такой расчет может быть
выполнен на основе формализации соответствующих процедур. В работе [1] предложена
методология расчета погрешностей установки,
базирования и погрешностей станочных приспособлений основанная на
использовании теории размерных цепей, которая обеспечивает единую
методологическую основу, открывает
возможности формализации и алгоритмизации
таких расчетов. Это позволяет
реализовать машинные методы
расчетов в системах автоматизированного
проектирования и моделирования технологических
процессов.
Влияние погрешностей установки заготовок, а также их составляющих-
погрешностей базирования (εб), закрепления (εз), станочных приспособлений (εпр) на точность выполняемых размеров проявляется через колебания положения измерительных
баз соответствующих размеров при обработке партии заготовок.
Количественной оценкой соответствующих
погрешностей, в частности погрешностей установки заготовок, являются
величины полей рассеяния положений измерительных баз (ИБ) при обработке партии заготовок,
т.е. εу =
ωИБ.
Расчеты
погрешностей базирования (εб)
(величин полей рассеяния положения ИБ - ωИБ), приведенные в работе [1], относятся
к случаям базирования заготовок, когда положение технологической базы при обработке
партии заготовок остается постоянным (неизменным). В тоже время в практике обработки встречаются случаи, когда
положение технологической базы при
обработке партии заготовок изменяется в связи с колебаниями размеров заготовок,
что свидетельствует о наличии погрешности приспособления и приводит к
необходимости учета указанных особенностей, а также уточнения методологии
расчета погрешностей.
В
данной работе приведены варианты расчета погрешностей базирования при установке
заготовок в призмах, показаны особенности применения методологии, учитывающие
непостоянство положения ТБ, а также
влияние колебания размеров заготовки, конструктивных параметров установочных элементов
(призм).
Независимо
от схемы базирования, задача расчета погрешностей базирования и установки
заготовок, а также погрешностей станочных приспособлений, при обработке партии
заготовок на настроенном станке, может решаться, путем построения и расчета
соответствующих размерных цепей (РЦ) в соответствии со следующими положениями и
определениями[1]:
1.
Погрешность установки заготовки (базирования, приспособления) равняется полю
рассеяния размера, связывающего измерительную базу выполняемого размера с
точкой, линией или поверхностью, которая занимает неизменное положение в
системе координат станка при обработке всех заготовок из обрабатываемой партии.
Указанный размер будет замыкающим звеном соответствующей размерной цепи.
2.
Точку, линию или поверхность, занимающую неизменное положение при обработке
партии заготовок, будем принимать расчетной базой (РБ) для определения
погрешностей базирования, приспособления и установки.
3.
Расчетной базой может быть реальная или воображаемая (ось симметрии) точка,
линия или поверхность, которая может принадлежать заготовке, приспособлению или
станку.
4.
Точек, линий или поверхностей, занимающих
неизменное положение, может быть несколько, но в качестве расчетной базы
принимается та из них, с помощью которой можно создать кратчайшую размерную
цепь.
5.Для
схем базирования, в которых технологическая база обрабатываемой заготовки не
занимает постоянного положения, в частности при установке заготовок в призмах,
в качестве расчетной базы необходимо использовать точку, линию или поверхность
принадлежащие приспособлению или станку. В таком случае величина поля рассеивания
соответствующей измерительной базы будет определять погрешность установки
заготовки, включающую погрешности базирования и приспособления.
Задача
расчета погрешностей будет включать формирование необходимых размерных цепей и
расчет допусков или полей рассеяния замыкающих звеньев, которые будут представлять численные значения
соответствующих погрешностей, например, установки заготовок (εу) =
[ωХ].
Расчет поля рассеяния замыкающего звена [ωХ] , для РЦ с числом
составляющих звеньев менее 4-х, выполнить по формуле - [ωХ] =  (метод max - min), для РЦ с числом составляющих звеньев-4 и больше
по формуле [ωХ] = 1,2
(метод max - min), для РЦ с числом составляющих звеньев-4 и больше
по формуле [ωХ] = 1,2![]() (вероятностный метод).
(вероятностный метод).
Предложенный метод является универсальным и может быть использован для расчета
погрешностей базирования, погрешностей станочных приспособлений, их совокупной
величины, для схем базирования заготовок, как с постоянным, так и с переменным
положением технологической базы при обработке партии заготовок. Покажем применение предложенной методики расчета при
обработке заготовок, установленных в призмах, в соответствии со схемами
установок, представленными на рис.1,2.
Положение,
получаемой при обработке, лыски (паза)
на чертеже детали может быть задано одним из 3-х размеров – А1,А2,А3. Расчеты погрешностей
выполним для каждого из размеров с учетом особенностей установки для схем,
приведенных на рис.1,2.
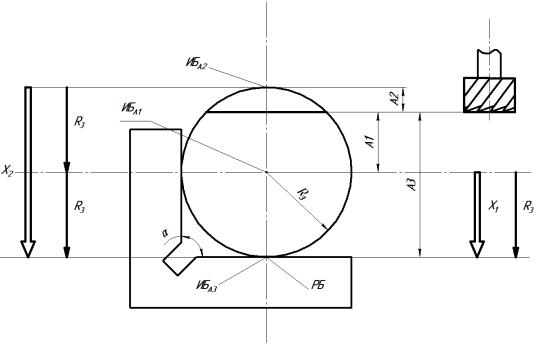
Рис.1. Схемы обработки детали и
размерные цепи для расчета εбА
При
установке заготовки в призме, по схеме, представленной на рис.1 технологической
базой (ТБ), влияющей на величину рассеивания размеров А1, А2, А3 будет образующая цилиндрической поверхности, по
которой заготовка контактирует с призмой. В этом случае положение ТБ, при
обработке партии заготовок в направлении получаемых размеров, изменяться не
будет и ее можно использовать при построении размерных цепей (РЦ) для расчета
погрешностей базирования размеров А1, А2, А3. Неизменность положения ТБ, при обработке
партии заготовок с использованием одного приспособления, свидетельствует об
отсутствии погрешности приспособления (εпрА=0) и, тогда очевидно, что наличие рассеивания положения соответствующей
измерительной базы будет следствием погрешности базирования .
При схеме установки,
представленной на рис.1, измерительная
база размера А3 совпадает с технологической и εбА3=0. Измерительные базы размеров А1, А2 не совпадают с ТБ,
поэтому для них погрешности базирования будут равны допускам (величинам полей
рассеивания) замыкающих размеров, которые
связывают измерительные базы с технологическими, соответственно ɛбА1=TХ1,
ɛбА2=TХ2.
Размерная цепь для расчета ɛбА1 будет
двухзвенной и запишется уравнением: [Х1]=R3,
а допуск будет [TХ1]=TR3 или ![]() , и тогда ɛбА1=TХ1= TR3
, и тогда ɛбА1=TХ1= TR3
В приведенных уравнениях и далее:
Dз – диаметр заготовки; ТDз –
допуск на диаметр заготовки;
Rз – радиус заготовки ![]() - допуск на
радиус заготовки;
- допуск на
радиус заготовки;
Для расчета ɛбА2 будет использована РЦ
с замыкающим звеном [Х2] (рис.1) ![]() а погрешность базирования
а погрешность базирования ![]()
При обработке заготовок с
установкой на «жесткой» призме (рис.2) положение
технологической базы будет изменяться в зависимости от изменения размера
заготовки (Dз), поэтому такая ТБ не может быть использована в
качестве РБ для определения величины рассеивания измерительных баз получаемых
размеров.
В этом случае, поскольку на
заготовке нет точек (линий), занимающих неизменное положение, в качестве РБ
необходимо выбрать точку (линию), которая принадлежит приспособлению, в данном примере – линия (точка) пересечения поверхностей
призмы. Тогда, поскольку положение ТБ изменяется, необходимо говорить о погрешностях установки заготовки, которые будут включать погрешности базирования и приспособления, а для
размеров А1, А2, А3 будут равны допускам размеров соответственно Х1,
Х2, Х3, то есть
ɛуА1=TХ1, , ɛуА2=TХ2,
ɛуА3=TХ3, которые можно определить на основании
построения и расчета соответствующих РЦ.
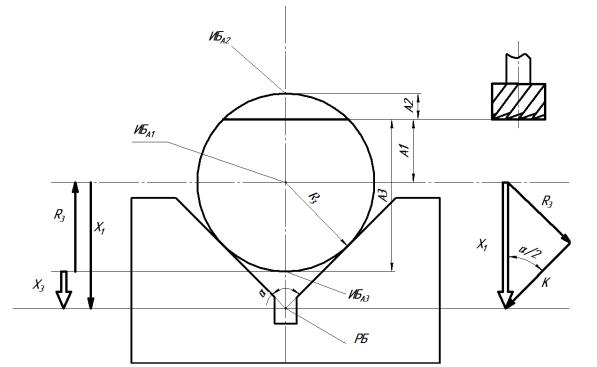
Рис.2. Схемы обработки детали и
размерные цепи для расчета εуА
Для расчета допусков размеров Х1, Х2,
Х3, используем соответствующие РЦ (рис.2,3).
Уравнение плоской РЦ будет иметь вид:
 (1)
(1)
Учитывая наличие функциональной связи между К и R3
выразим К через RЗ, в
результате получим:  После преобразований, выразив k через Rз получим окончательно:
После преобразований, выразив k через Rз получим окончательно: или
или 
Тогда 
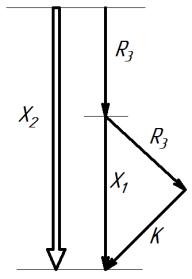
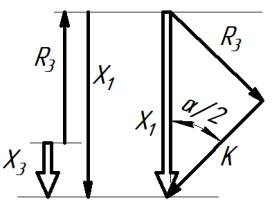
Рис.3.
Размерные цепи для определения
погрешностей установки заготовок при получении размеров А1, А2, А3
Таким образом, окончательно можем
записать следующие уравнения для определения погрешностей установки для размеров А1, А2, А3:
 ;
;
Выводы: Рассмотренные примеры расчетов погрешностей
базирования и
установки заготовок показывают,
что использование размерных цепей позволяет определить величины погрешностей
как в случае постоянного, так и переменного положения технологических баз, при
обработке партии заготовок. Методология основанная на использования РЦ,
является универсальной и может быть использована для определения погрешностей
установки заготовок (ɛу), а также их составляющих –
погрешностей базирования и погрешностей приспособления.
Литература:
1.В.П.Приходько. Розрахунок
похибок базування з використанням розмірних ланцюгів. Зб.:”Вестник Национального технического университета Украины
”Киевский политехнический институт”. Машиностроение. №44, 2003,с.199-201.