Физика/3. Физика плазмы и плазменная техника
Б.Н. Швилкин 1, Р.Н. Кузьмин 1, Н.А. Мискинова 2
1Московский
Государственный Университет им. М.В.Ломоносова, Физический факультет, Россия
2Московский
технический университет связи и информатики, Россия
СВАРКА ТОНКИХ МЕТАЛЛИЧЕСКИХ ПЛАСТИН В ИМПУЛЬСНОМ ГАЗОВОМ РАЗРЯДЕ
Показано,
что сварку тонких металлических пластин
можно проводить при использовании низковольтного импульсного газового разряда
при взрыве тонкой проволочки между электродами разрядного промежутка, на одном
из которых помещаются плотно прижатые друг к другу пластинки [1]. В отличие от
точечной и роликовой сварок при касании проволочки торца свариваемых пластин всего в одной точке за
счет энергии разряда получается однородный протяженный сварной шов.
Предложенный нами способ
торцевой сварки тонких металлических поверхностей в низковольтном газовом
разряде в воздухе отличается от сварки электронным лучом и микроплазменной
сварки [2]. Сварка проводится на воздухе.
Она не требует наличия специального оборудования, отвода тепла от катода, вакуума, защитного
газа и специальных присадок. В [1]
используются явления плавления и испарения проволочек электрическим током в
атмосферном воздухе.
Для
сваривания металлических пластин
используется выпрямительный
агрегат с напряжением до 240 В при
номинальном токе 220 А. К нему
подсоединены электроды. На отрицательном электроде закреплены свариваемые плотно прижатые друг
к другу металлические пластинки. Расстояние между отрицательным и положительным электродами составляет
приблизительно 1 – 2 см. При напряжении
между электродами 240 В газовый разряд в воздухе самопроизвольно не
возникает. Для пробоя газа при низких напряжениях между катодом и анодом размещается тонкая металлическая проволочка, контактирующая с электродами.
Напряжения, немногим большим 100 В,
оказывается достаточным для сваривания между собой двух стальных лезвий бритв толщиной 0,1 мм. Также можно сваривать
пластинки из никеля, железа, алюминия, латуни, меди толщиной 0,1 -
0,3 мм. Способ позволяет сваривать и бипластины металлов. Диаметр проволочек из меди, никеля и железа
при сварке - 0,15 мм - 0,05 мм. Сварка пластин происходит практически при каждом пробое разрядного промежутка.
Максимальный разрядный ток при пробоях изменялся в интервале 10 – 50 А. Длительность импульса от 0.01 до 0.05 с. Температура катода в разряде превышает 3500 К.
Электрический ток, проходящий по проволочке, плавит и испаряет ее. Возникающие при ионизации между электродами
в разрядном промежутке ионы, наночастицы, атомы и молекулы, а также световые
кванты бомбардируют и разогревают катод. Температура катода не достигает
значения, необходимого для образования стационарного самостоятельного
разряда. Разряд оказывается несамостоятельным
[3], он прекращается с уходом атомов металла испаряющейся проволочки на
электроды и в окружающую среду, несмотря на приложенное между электродами
напряжение. Однако, хотя температура катода
недостаточна для зажигания самостоятельного разряда и не достигает
значений, требуемых при обычной электросварке, она достаточна для сваривания
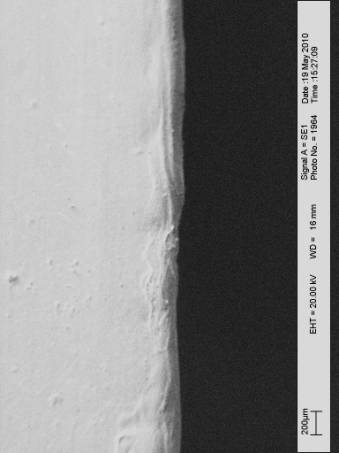
тонких металлических пластин. При
этом, несмотря на то, что проволочка, инициирующая газовый разряд, касается
свариваемых пластин только в одной точке, образуется протяженный сварной шов по
обе стороны от места соприкосновения пластин и проволочки (см. рисунок). Длина сварного шва достигает величины 1,5 – 2 см.
Вероятно, это можно объяснить тем, что эмиссия электронов в разряде
происходит преимущественно вдоль
шва свариваемых пластин, где локализованы
микровыступы, около которых напряженность электрического поля велика.
На
рисунке показано изображение шва двух никелевых пластин толщиной 0,15
мм, полученное с помощью
растрового электронного микроскопа LE01455VP.
Выводы. Таким образом, используя явление плавления и испарения тонких проволочек электрическим током, можно сваривать металлические поверхности, применяя их в качестве электродов при осуществлении низковольтного импульсного газового разряда в воздухе при атмосферном давлении. При касании проволочки и свариваемых пластин только в одной точке образуется однородный протяженный сварной шов длиной до двух сантиметров. Предлагаемый способ сварки использует низкие, не превышающие 240 В, напряжения, разрядные токи - 10-50 А в максимуме при пробоях. При сравнительно малой мощности удается сваривать тонкие металлические поверхности толщиной в десятые доли миллиметра, которые мгновенно испарились бы при традиционной дуговой электросварке. В работе приведены результаты анализа состава вещества сварного шва с помощью рентгеновского спектрального анализа.
Литература
1. Кузьмин Р.Н., Мискинова Н.А., Швилкин Б.Н. «Способ торцевой сварки тонких металлических пластин». Патент РФ на изобретение. 2012. № 24534082.
2. Теория сварочных процессов, редактор Фролов В.В. М.: «Высшая
школа».1988.
3. Кузьмин Р.Н., Мискинова Н.А., Швилкин Б.Н. «Способ нагрева катода и
зажигания дугового разряда с металлической проволочкой между
электродами». Патент РФ на изобретение. 2010. № 2388192.