Д.т.н.,
проф. Качанов И.В., к.т.н, доц. Шарий В.Н.,
аспирант Власов В.В.
Белорусский национальный технический
университет
Компьютерное
моделирование в DEFORM-3D для анализа пластического течения при
скоростном горячем выдавливании биметаллических стержневых деталей штамповой
оснастки
В БНТУ разработана новая ресурсосберегающая
технология получения биметаллического стержневого инструмента (пуансоны,
толкатели, матричные вставки, фрезы и пр.), реализуемая в клиновых и конических
матрицах при совместном протекании формообразования и сварки рабочей и основной
части инструмента методом скоростного горячего выдавливания (СГВ).
Использование метода СГВ обеспечивает
получение точных заготовок под инструмент с повышенными механическими
свойствами. При этом в качестве основы в составной заготовке используются
конструкционные стали, а для рабочей части – высоколегированные штамповые
стали, с их значительной экономией (до 90%).
Для интенсификации процесса разработки
технологических операций скоростного горячего выдавливания (СГВ) необходим
анализ пластического течения, а также сведения об откликах системы штамп –
инструмент – деформируемый образец на изменение технологических параметров. Для
получения соответствующей информации могут быть использованы методы
экспериментального исследования и теоретического моделирования, а также их
комбинация.
Главная трудность при использовании всех
методов экспериментального исследования заключается в необходимости
изготовления технологической оснастки – инструмента и штампа. При проработке
нескольких вариантов стоимость изготовления оснастки становится весьма
значительной.
Существенным недостатком теоретических
методов является трудность или невозможность их применения к исследованию
сложных процессов СГВ. Кроме того, к
недостаткам следует отнести неадекватность принимаемых допущений физической
природе реальных процессов СГВ; принятие гипотезы идеальной пластичности или
усреднение интенсивности напряжений по очагу пластической деформации;
затруднённость или вовсе невозможность учёта контактных условий и правильной
оценки формоизменения деформируемого образца на каждом этапе течения процесса;
произвольное задание полей скоростей и перемещений в таких методах как метод
верхней оценки и баланса работ (мощностей); сложность или практическая
невозможность учёта динамических эффектов [1, 2].
Альтернативой экспериментальному исследованию
и теоретическому анализу является использование имитационного моделирования
процессов объёмной штамповки с помощью метода конечных элементов (МКЭ). Неоспоримым и весьма ценным достоинством этого
метода является возможность проведения комплексного физико-механического
анализа на стыке таких дисциплин, как прочность, пластичность, усталость и
ползучесть при скоростных, многоцикловых и квазистатических нагрузках;
термодинамика; электромагнетизм; динамика жидкостей и газов; динамические свойства
твердых тел (распространение упругих и пластических волн, колебательные
процессы). Корректная модель в МКЭ максимально приближена к реальному
физическому процессу и позволяет учитывать весьма тонкие физические эффекты.
На основе исходных данных, (размеры и форма
составной заготовки, пуансона и полуматриц, создадим модель для анализа
пластического течения (рис. 2) применительно к биметаллической составной
заготовке, приведенной на рисунке 1.
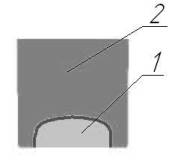
Рисунок
1. Модель составной заготовки:
1 – Сталь 5ХНМ; 2-Сталь 40Х
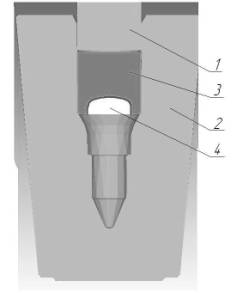
Рисунок
2 Модель для анализа пластического течения до ударного нагружения составной
заготовки: 1 – промежуточный боек;
2 – полуматрица;
3 – сталь 40Х; 4 – сталь 5ХНМ;
После создания исходной модели в
препроцессоре программы
DEFORM-3D задаем следующие исходные данные:
– начальную скорость деформирования v0 = 70-80 м/с [3];
– температуру составной заготовки T = 11500 С (учитываем, что потеря
температуры ΔT при
переносе от печи до штампа составляет 500 С);
- учет потери тепла заготовки при
взаимодействии с инструментом и приращение температуры в ходе деформирования
(программа определяет автоматически);
– коэффициент трения f = 0,3 (указанная величина f принимается по данным работы [2]);
– количество конечных элементов в объеме
заготовки 20000 (задается в зависимости от требуемой точности расчета).
После ввода данных запускается пошаговый
процесс симуляции с возможностью ввода линии раздела биметалла и просмотра
картины течения на любом шаге, т.е. при любом перемещении пуансона, например,
момент завершения процесса деформирования (рис. 3) и т.д.
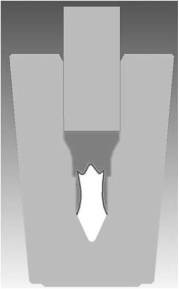
Рисунок
3 Модель пластического течения в момент завершения процесса деформирования
составной заготовки
Сравнительный анализ пластического течения
реального образца и полученной модели можно провести визуально по анализу
образцов на рисунок 4, где видно значительное сходство в характере пластического
течения сравниваемых образцов, а некоторые отличия обусловлены упрощением
принятых для модели и неучтенных физических явлений при деформации реального
образца. В целом же моделирование пластического течения биметаллических
составных заготовок можно считать качественным и достоверным.
а)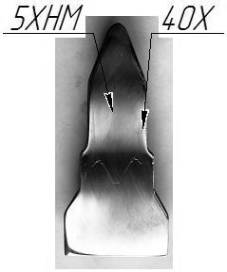 б)
б)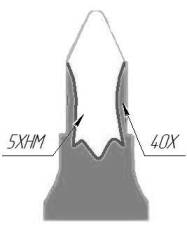
Рисунок
4 . Внешний вид биметаллических образцов после деформации реальных образцов (а)
и моделей (б)
Список
использованных источников
1.
1. Иванов К. М.
Исследование технологических возможностей поперечного выдавливания методом
конечных элементов / Иванов К. М., Лясников А. В., Гуменюк Ю. И., Матвеев С. А.
– Металлообработка. – 2001.– №2. С. 24…27.
2.
Иванов К. М.
Метод конечных элементов в технологических задачах ОМД: Учебное пособие /
Иванов К. М., Шевченко В. С., Юргенсон Э. Е.С-Пб: Институт Машиностроения,
2000. 217 с.
3.
Качанов, И.В.
Скоростное горячее выдавливание стержневых изделий с плакированием торцовой
части / И.В. Качанов [и др.]. Минск: БНТУ, 2011. – 199 с.