Технические
науки/8.
Обработка материалов в машиностроении
К.т.н., доцент Муравьев О.П.,
докторант Ткачева Ю.О.
Карагандинский государственный
технический университет, Казахстан
ВЛИЯНИЕ ШЕРОХОВАТОСТИ ОСНОВНОГО МЕТАЛЛА НА НАПРЯЖЕНИЯ ПРИ ОСАЖДЕНИИ ПИРОЛИТИЧЕСКИХ КАРБИДО-ХРОМОВЫХ ПОКРЫТИЙ
Известно, что при повышении качества подготовки поверхности основного металла адгезионная прочность покрытия возрастает [1,2]. В то же время в литературе практически отсутствуют теоретические обоснования требований к шероховатости поверхности основного металла под хромирование.
Рассмотрим задачу теории упругости о напряженном состоянии двухслойного полого цилиндра с шероховатой поверхностью раздела. Модель детали с покрытием представлена на рисунке 1.
Двухслойная система анизотропна, разрешение ее наиболее вероятно по поверхности раздела. После нанесения пиролитического карбидо-хромового покрытия (ПКХ-покрытия) цилиндр находится в объемном напряженном состоянии, описываемом в рассматриваемой точке сплошной среды симметричным тензором 2-го ранга:
![]()
![]()
![]()
Т![]() =
= ![]() ,
,
![]()
зная который, можно рассчитать напряжения на любой площадке, проходящей через эту точку. Шероховатая поверхность раздела в отличии от гладкой содержит площадки, случайно ориентированные в пространстве.
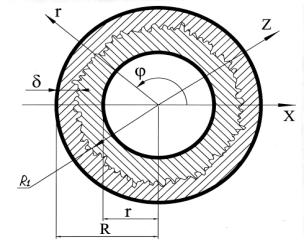
Рисунок 1- Геометрическая модель детали с покрытием на наружной
шероховатой поверхности
Выделим из цилиндра двухслойный элемент и рассмотрим напряжения, приложенные к поверхности раздела, занимающей произвольное положение. Схема действия напряжений представлена на рисунке 2.
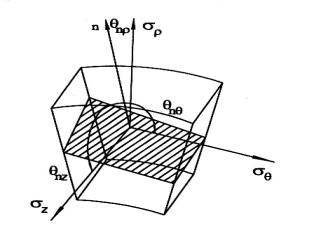
Рисунок 2 - Схема действия напряжений на элементарной
площадке поверхности раздела
Для определения главных напряжений воспользуемся решением [3], полученным для биметаллического (неоднородного) полого цилиндра с концентрической поверхностью раздела слоев(δ=const) при аналогичной схеме нагружения. Учитывая, что R1-r>>R-R1(рис. 1) можно записать:
 ;
;
 ;
(1)
;
(1)
 ;
;
где ![]() - коэффициенты
температурного расширения хрома и стали соответственно;
- коэффициенты
температурного расширения хрома и стали соответственно;
![]() - модуль упругости
стали;
- модуль упругости
стали;
![]() - коэффициент
Пуассона;
- коэффициент
Пуассона;
![]() - температура, град.
- температура, град.
Нормальные напряжения на площадке раздела с нормалью n, выражаются через главные напряжения по формуле [4]:
![]() , (2)
, (2)
а касательные напряжения на этой площадке:
![]() , (3)
, (3)
где ![]() - углы между нормалью
к площадке и направлением главных напряжений.
- углы между нормалью
к площадке и направлением главных напряжений.
Чтобы оценить влияние
шероховатости поверхности раздела основа-покрытие на разрушающие
напряжения ![]() , необходимо перейти от углов
, необходимо перейти от углов ![]() к углам, которые
могут быть определены из профилограммы, снимаемой вдоль, образующей z (рисунок 3).
к углам, которые
могут быть определены из профилограммы, снимаемой вдоль, образующей z (рисунок 3).
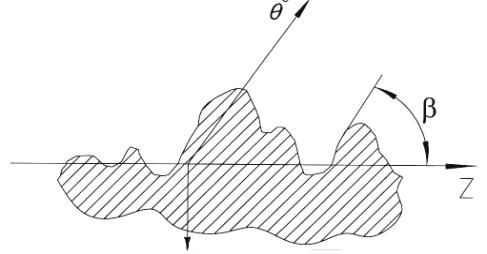
Рисунок 3 - Углы профиля шероховатой поверхности
Для шероховатой поверхности справедливы следующие равенства [5]:
![]() ;
;
![]() ; (4)
; (4)
![]() ,
,
где ![]() - угол наклона
стороны профиля к средней линии.
- угол наклона
стороны профиля к средней линии.
Для анализа функций (2) и
(3) запишем выражения ![]() , используя выражение (4):
, используя выражение (4):
![]() (5)
(5)
![]() (6)
(6)
Анализ
выражений (5) и (6) показывает, что при
![]() Это означает, что на
поверхности раздела приложено лишь главное радиальное напряжение, стремящееся
срезать покрытие с основы, т.е.
Это означает, что на
поверхности раздела приложено лишь главное радиальное напряжение, стремящееся
срезать покрытие с основы, т.е. ![]()
Из выражений (5) и (6)
видно, что с увеличением угла b нормальные напряжения ![]() будут возрастать.
будут возрастать.
Из [6] известно, что
каждому методу обработки соответствует определенный диапазон изменения углов
профиля ![]() и радиусов вершин в
зависимости от шероховатостей полученных поверхностей. Радиусы закругления
вершин, углы профиля, высота неровностей и размеры основания отдельных
микронеровностей, их шаги связаны между собой.
и радиусов вершин в
зависимости от шероховатостей полученных поверхностей. Радиусы закругления
вершин, углы профиля, высота неровностей и размеры основания отдельных
микронеровностей, их шаги связаны между собой.
После круглого шлифования в
зависимости от параметра ![]() =2,5…0,16мкм., углы
наклона профиля
=2,5…0,16мкм., углы
наклона профиля ![]() находятся в пределах
находятся в пределах![]() =30º…5º.
=30º…5º.
После обработки ППД
(обкатывание) углы ![]() в зависимости от
в зависимости от ![]() =1,4…0,08мкм. находятся
в следующих пределах:
=1,4…0,08мкм. находятся
в следующих пределах: ![]() =8º…1º.
=8º…1º.
Целесообразно определить
нормальные и касательные напряжения, возникающие в ПКХ-покрытии в зависимости
от способа подготовки основного металла
(шлифования и обкатывания). Подставляя вычисленные
значения ![]()
![]() по выражениям (1) и
значения углов
по выражениям (1) и
значения углов ![]() , определяем значения нормальных и касательных напряжений.
Результаты расчетов нормальных и касательных напряжений приведены в таблицах 1
и 2. Расчеты выполнялись для нанесения ПКХ-покрытия при температуре Т1=450оС, Т2=475оС,
Т3=500оС,
Т4=525оС.
, определяем значения нормальных и касательных напряжений.
Результаты расчетов нормальных и касательных напряжений приведены в таблицах 1
и 2. Расчеты выполнялись для нанесения ПКХ-покрытия при температуре Т1=450оС, Т2=475оС,
Т3=500оС,
Т4=525оС.
Таблица 1 - Расчетные значения нормальных напряжений sn (Мпа) в пиролитическом карбидо-хромовом покрытии в зависимости от угла b основного металла
|
Температура нанесения ПКХ-покрытия, градус оС,
Тр |
Подготовка обкатыванием |
Подготовка шлифованием |
|||||||
|
угол β, град |
угол β, град |
||||||||
|
4 |
5 |
6 |
7 |
8 |
15 |
20 |
25 |
30 |
|
|
Тр1=450 |
-50,0 |
-30,8 |
-14,2 |
5,8 |
10,4 |
32,4 |
52,6 |
70,3 |
80,9 |
|
Тр2=475 |
-80,4 |
-60,2 |
-20,8 |
14,2 |
22,1 |
43 |
78,4 |
91,2 |
118,6 |
|
Тр3=500 |
-120,6 |
-80,3 |
30,1 |
27,6 |
38,7 |
57 |
94,6 |
118 |
168,2 |
|
Тр4=525 |
-150,2 |
-110,6 |
-40,4 |
30,4 |
50,6 |
74,5 |
130,6 |
199 |
252 |
Таблица 2- Расчетные значения касательных напряжений t n (Мпа) в пиролитическом карбидо-хромовом покрытии в зависимости от угла b основного металла
|
Температура нанесения ПКХ-покрытия, градус оС,
Тр |
Подготовка обкатыванием |
Подготовка шлифованием |
|||||||
|
угол β, град |
угол β, град |
||||||||
|
4 |
5 |
6 |
7 |
8 |
15 |
20 |
25 |
30 |
|
|
Тр1=450 |
5 |
19,2 |
29 |
33,7 |
38,4 |
70 |
89,8 |
107 |
120 |
|
Тр2=475 |
12,4 |
25,3 |
38 |
44,2 |
50,3 |
91,5 |
104 |
140 |
158 |
|
Тр3=500 |
38,15 |
48,3 |
57,5 |
67 |
76,3 |
138,6 |
178,3 |
212 |
240 |
|
Тр4=525 |
97 |
97 |
113 |
135 |
144,3 |
281 |
361 |
431 |
520 |
Из таблиц 1 и 2 видно, что в зависимости
от угла ![]() значения
значения ![]() у обкатанных
образцов изменяются от –50 МПа до +10,4МПа. У шлифованных образцов при
у обкатанных
образцов изменяются от –50 МПа до +10,4МПа. У шлифованных образцов при ![]() значения
значения ![]() изменяются от +32,44
МПа до 232,5 МПа, т.е. они становятся растягивающими напряжениями и при этом на
порядок больше, чем у обкатанных.
изменяются от +32,44
МПа до 232,5 МПа, т.е. они становятся растягивающими напряжениями и при этом на
порядок больше, чем у обкатанных.
Касательные напряжения ![]() у шлифованных
образцов от 3 до 8 раз больше, чем у обкатанных и изменяются в зависимости от
угла
у шлифованных
образцов от 3 до 8 раз больше, чем у обкатанных и изменяются в зависимости от
угла ![]() от 5 МПа до 144,3
МПа (у обкатанных образцов) и от 70 МПа до 520 МПа (у шлифованных образцов).
от 5 МПа до 144,3
МПа (у обкатанных образцов) и от 70 МПа до 520 МПа (у шлифованных образцов).
Таким образом, ПКХ-покрытие, нанесенное на обкатанную поверхность гораздо менее напряженно, чем покрытие, нанесенное на шлифованную поверхность.
Анализ зависимостей (5), (6)
и расчетных значений нормальных и касательных напряжений (таблицы 1 и 2) показывает,
что с увеличением угла ![]() нормальные и
касательные напряжения возрастают, причем при подготовке основного металла
шлифованием
нормальные и
касательные напряжения возрастают, причем при подготовке основного металла
шлифованием ![]() нормальные
напряжения достигают значений
нормальные
напряжения достигают значений ![]() При этом поверхность
раздела будет испытывать уже не сжатие (как при подготовке методом ППД), а
растяжение, способствующее местному отрыву ПКХ-покрытия от основы. Местные
разрушающие напряжения при некотором значении
При этом поверхность
раздела будет испытывать уже не сжатие (как при подготовке методом ППД), а
растяжение, способствующее местному отрыву ПКХ-покрытия от основы. Местные
разрушающие напряжения при некотором значении
![]() могут достигнуть
предела прочности сцепления ПКХ-покрытия с основой или предела прочности самого ПКХ-покрытия (
могут достигнуть
предела прочности сцепления ПКХ-покрытия с основой или предела прочности самого ПКХ-покрытия (![]() от 150 МПа до 400 МПа). В первом случае должно наблюдаться
отслаивание покрытия от основы, а во втором – его расслаивание вблизи
поверхности раздела (из-за сложной структуры ПКХ- покрытия, копирующего
микрорельеф основного металла).
от 150 МПа до 400 МПа). В первом случае должно наблюдаться
отслаивание покрытия от основы, а во втором – его расслаивание вблизи
поверхности раздела (из-за сложной структуры ПКХ- покрытия, копирующего
микрорельеф основного металла).
При подготовке основного
металла деталей шлифованием ![]() нормальные напряжения
нормальные напряжения
![]() достигают значений от
32,4МПа до 232 МПа, а касательные напряжения
достигают значений от
32,4МПа до 232 МПа, а касательные напряжения ![]() - значений от 70 МПа
до 520 МПа, что превышает предел прочности осажденного ПКХ-покрытия. При этом
должно произойти локальное расслаивание покрытия, снижающее эксплуатационные
свойства деталей с покрытиями.
- значений от 70 МПа
до 520 МПа, что превышает предел прочности осажденного ПКХ-покрытия. При этом
должно произойти локальное расслаивание покрытия, снижающее эксплуатационные
свойства деталей с покрытиями.
Для обеспечения
эксплуатационной надежности деталей с ПКХ-покрытиями наибольшую шероховатость
подготавливаемой поверхности под осаждение покрытия целесообразно ограничить
значениями ![]() от 0,18 мкм до 0,4
мкм (0,18 мкм <Ra<0,4
мкм), а наибольший допустимый угол наклона микропрофиля
от 0,18 мкм до 0,4
мкм (0,18 мкм <Ra<0,4
мкм), а наибольший допустимый угол наклона микропрофиля ![]() ограничить
значениями от 4о до 6о. Требуемые значения параметров
ограничить
значениями от 4о до 6о. Требуемые значения параметров ![]() достаточно надежно
можно обеспечить методами ППД.
достаточно надежно
можно обеспечить методами ППД.
Литература
1. Выбор покрытия и способа подготовки
поверхности. Coating and treatment selction. Sуan C.S. Matthews, Swift K.G. // Surface Eng. – 1986, 2, № 4-с. – С.249-255 (англ.).
2. Напряжение в хромовых покрытиях. Intornal
stresses in functional chromium electrodeposits / Martуak Nicholas M., Wetterer Sean, Weil Rolf // SAE
Tech. Pap. Ser.- 1989. – № 890937. – C.1-8.
3.
Абрамов В.В.
Остаточные напряжения и деформации в металлах. – М.: Машгиз, 1963. – 355 с.
4.
Лурье И.А. Теория
упругости. – М.: Наука, 1970. – 939 с.
5. Усов С.В., Дроздов Ю.Н., Китаев Ю.А., Ануфриев А.И. Исследование влияния шероховатости хонингованной поверхности на прочность гальванического хромового покрытия при эксплуатационном нагружении деталей. // Вестник машиностроения, 1984. - № 7. – С. 9-12.
6.
Рыжов Э.В.
Технологические методы повышения износостойкости деталей машин. – Киев: Наукова
думка, 1984. – 272 с.