Технические
науки/ 8.Обработка материалов в машиностроении
Аспирант А.М. Зайцев,
к.т.н. А.В. Гоциридзе, к.т.н. П.А. Кузнецов
Санкт-Петербургский государственный
политехнический университет, Россия
КОМБИНИРОВАННАЯ РАДИАЛЬНО-ТОРЦЕВАЯ
РАСКАТКА ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ИЗ СПЕЧЕННЫХ МАТЕРИАЛОВ
Методы локальной ротационной обработки
значительно расширяют область применения процессов холодного объемного
деформирования, т.к. локальный характер приложения нагрузки приводит к
снижению, как общего усилия деформирования, так и контактных напряжений
действующих на инструмент. Процессы локальной деформации являются также
перспективными для изготовления изделий из спеченных материалов с точностью
9..12 квалитета и шероховатостью поверхности порядка Ra=2.5..1.25
мкм [1]. Среди процессов локальной деформации выделяется процесс торцевой
раскатки, заключающийся в силовом локальном воздействии валка на торцевую часть
заготовки, помещенную во вращающуюся матрицу [2]. Однако металлические
спеченные материалы из-за остаточной пористости в ряде случаев не обладают
достаточной пластичностью, необходимой для изготовления изделий сложной формы.
При деформации таких материалов необходимо использовать технологические схемы,
создающие всестороннее неравномерное сжатие [3]. Такую схему можно реализовать
при комбинированном процессе раскатки с осевым и радиальным движением валка и
радиальным движением ролика (рис. 1).
Процесс комбинированной раскатки с осевым и
радиальным движением валка и с радиальным движением ролика осуществляется
следующим образом.
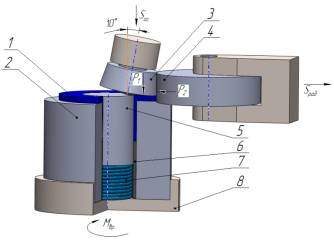
Рис. 1
Принципиальная схема комбинированного процесса раскатки с осевым и радиальным
движением валка и с радиальным движением ролика
1
– заготовка, 2 – матрица, 3 – валок, 4 – ролик, 5 – оснастка, 6 –
выталкиватель, 7 – пружина, 8 – шпиндель
 Заготовку 1 устанавливают перед раскаткой в матрице 2 и фиксируют в
осевом направлении требуемую для деформации изделия выставленную из матрицы
Заготовку 1 устанавливают перед раскаткой в матрице 2 и фиксируют в
осевом направлении требуемую для деформации изделия выставленную из матрицы 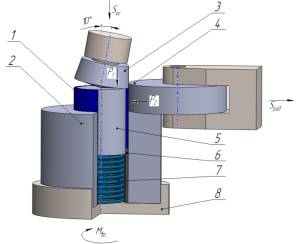 часть заготовки
с помощью выталкивателя 6. К торцу выставленной части заготовки 1 подводят валок 3, а к
боковой выставленной части заготовки 1 подводят ролик 4 до касания его рабочей поверхностью всей боковой
поверхности выставленной части заготовки.
При этом ролик 4 касается также своей рабочей поверхностью части боковой поверхности валка
3. Матрицу 2 с заготовкой
1 при помощи шпинделя 8 приводят во вращение требуемым моментом М и осуществляют осевую подачу Sос валка 3. При этом
начинается процесс ротационной высадки заготовки 1 и формообразование фланца.
Ролик 4 осуществляет в процессе раскатки радиальный подпор Р2 всей
выставленной части и создает в локальной зоне деформации радиальные сжимающие
напряжения, которые накладываются на напряжения Р1, вызываемые
действием валка.
часть заготовки
с помощью выталкивателя 6. К торцу выставленной части заготовки 1 подводят валок 3, а к
боковой выставленной части заготовки 1 подводят ролик 4 до касания его рабочей поверхностью всей боковой
поверхности выставленной части заготовки.
При этом ролик 4 касается также своей рабочей поверхностью части боковой поверхности валка
3. Матрицу 2 с заготовкой
1 при помощи шпинделя 8 приводят во вращение требуемым моментом М и осуществляют осевую подачу Sос валка 3. При этом
начинается процесс ротационной высадки заготовки 1 и формообразование фланца.
Ролик 4 осуществляет в процессе раскатки радиальный подпор Р2 всей
выставленной части и создает в локальной зоне деформации радиальные сжимающие
напряжения, которые накладываются на напряжения Р1, вызываемые
действием валка.
Совместное воздействие валка 3 и ролика 4
приводит к образованию в указанной общей зоне напряженного и деформированного
состояния всестороннего неравномерного сжатия, благоприятного для деформации
всех материалов и, особенно, малопластичных.
С целью сохранения указанного состояния в процессе всего процесса
раскатки и формообразования качественного изделия валок 3 подают дополнительно
в радиальном направлении Sрад синхронно с радиальной подачей Rрад
ролика 4. При этом усилие радиального подпора
с помощью управляемого силового гидроцилиндра сохраняется на нужном
уровне, необходимом для компенсации растягивающих напряжений на образующей
получаемого утолщения раскатываемой заготовки. При достижении необходимой
величины фланца процесс останавливают, валок 4 возвращают в исходное положение,
готовое изделие извлекают из матрицы при помощи выталкивателя 6.
Результаты исследований показали, что размер
ступени при комбинированной раскатке на
12-14% больше, чем при обычной торцевой раскатке без радиального подпора.
Благоприятный характер деформации по схеме
всестороннего неравномерного сжатия подтверждается исследованием распределения
плотности по сечению раскатанного бурта [4]. На рис.2 представлены
распределения плотностей в деформированных частях заготовок.
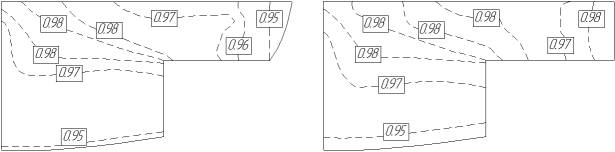
Рис. 2
Распределение плотности в деформированных частях заготовок:
слева –
при торцевой раскатке; справа – при радиально-торцевой раскатке
Применение ротационных процессов объемного
деформирования пористых заготовок позволяет расширить возможности холодной
объемной штамповки спеченных порошковых материалов, прежде всего за счет
снижения удельных усилий и повышения стойкости штамповой оснастки.
Локальный характер приложения комбинированных
деформирующих усилий и значительные сдвиговые деформации, связанные с течением
материала по торцу матрицы, создают возможность получения практически
беспористых осесимметричных деталей широкой номенклатуры с развитыми
сложнопрофильными элементами у одного из торцов заготовки, а также возможность
получения деталей с широкими фланцами, подшипники скольжения с буртами,
ступенчатые втулки и др.
СПИСОК ЛИТЕРАТУРЫ
1. Специальные
технологические процессы и оборудование обработки давлением / Голенков В.А.,
Дмитриев А.М. и др. – М.: Машиностроение, 2004. – 464 с.
2. Исследование процесса
холодной торцовой раскатки пористых кольцевых заготовок. К.Н. Богоявленский,
Н.М. Елкин и др.Порошковые, композиционные и текстурованные материалы. Сборник
научных трудов. Труды ЛПИ №417. Л.: 1986. с 39-42.
3.
Патент №123699,
Российская Федерация, МПК В21Н1/00.
4. Кузнецов П.А., Зайцев
А.М., Кузнецова М.А. Анализ технологических возможностей процесса
комбинированной радиально-торцевой
раскатки при изготовлении осесимметричных деталей из спеченных
материалов// Современное машиностроение наука и образование: Материалы 4-й
Международной научно-практической конференции / – СПб.: Изд-во Политехн. ун-та,
2013.– С. 856-866.