Нахайчук О. В.
Вінницький державний
аграрний університет
Вдосконалення
оснащення для процесу нанесення
шліцьових канавок на внутрішніх поверхнях
втулок
Розробка нових металозберігаючих технологій виготовлення деталей і
вузлів для автомобільної галузі виробництва є актуальним питанням, що потребує
подальшого розвитку.
В
Інституті надтвердих матеріалів АН України розроблений технологіч-
 ний процес формоутворення внутрішніх
шліців в трубних заготовках шляхом їх обтискання матрицею на профільній шліцьовій
оправці (методом “охоплюючого” протягування) [1]. Суть процесу (рис. 1.)
полягає в тому, що трубна заготовка 1 разом із розміще-ною всередині з мінімаль-ним зазором шліцьовою оправкою 2 по
направляю-чій втулці 3 проштовхуєть-ся пуансоном 4 через деформуючу матрицю 5,
яка розташовується разом з направляючою втулкою в обоймі 6. Після обтискання по всій довжині заготовки оправка випресовується. Даним способом формували прямобічний шліцьовий профіль, що відповідає
профілю втулки карданного вала рульового керування автомобіля ГАЗ-3307. Процес може бути виконаний на вертикально-протяжних
верстатах або на гідропресах та
рекомендується як
високопродуктивний, що дозволяє отримувати шліцьові втулки підвищеної точності без подальшої чистової обробки в
масовому виробництві.
ний процес формоутворення внутрішніх
шліців в трубних заготовках шляхом їх обтискання матрицею на профільній шліцьовій
оправці (методом “охоплюючого” протягування) [1]. Суть процесу (рис. 1.)
полягає в тому, що трубна заготовка 1 разом із розміще-ною всередині з мінімаль-ним зазором шліцьовою оправкою 2 по
направляю-чій втулці 3 проштовхуєть-ся пуансоном 4 через деформуючу матрицю 5,
яка розташовується разом з направляючою втулкою в обоймі 6. Після обтискання по всій довжині заготовки оправка випресовується. Даним способом формували прямобічний шліцьовий профіль, що відповідає
профілю втулки карданного вала рульового керування автомобіля ГАЗ-3307. Процес може бути виконаний на вертикально-протяжних
верстатах або на гідропресах та
рекомендується як
високопродуктивний, що дозволяє отримувати шліцьові втулки підвищеної точності без подальшої чистової обробки в
масовому виробництві.
Однак, в даному процесі осьові і радіальні зусилля
досягають критичних значень, що може негативно вплинути на довговічність
обладнання і оснащення. Шліцьова оправка виготовляється суцільною, тому при
пошкодженні одного із шліців них вона є непридатною для подальшого використання.
Вказаний
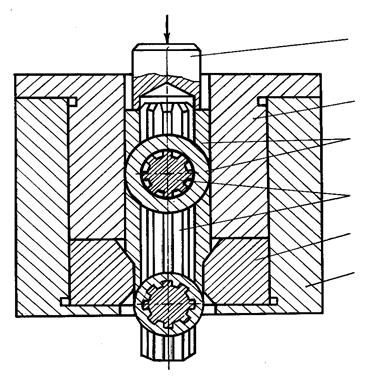
недолік можна усунути, виготовивши оправку як збірний іструмент [2] (рис. 2), що
складається з сердечника 1, вздовж якого виконані Т-подібні пази 2 під
однаковим кутом a до осі сердечника. В пазах 2
сердечника 1 розташовуються по перехідній посадці з можливістю переміщення
регульовані шліцьові індентори 3. Кількість інденторів і відповідно пазів може
бути різною в залежності від технологічної необхідності. У верхній торцевій
частині осердя
виконано з’єднання, що включає регулювальний
гвинт 4, який через натискуючий диск 5 контактує з верхніми уступами інденторів
6. У нижній частині осердя гвинт 7 діє на підпружинену втулку 8. Зусилля
піджиму через втулку 9 передається на нижні уступи інденторів 10.
Рис. 2. Схема роботи оправки як збірного
інструмента
Оправка в зібраному вигляді
шліфується по поверхні шліців і розміщується всередині трубної заготовки 11.
Поворотом гвинта 4 осьове навантаження через
натискуючий диск 5 передається на деформуючі індентори, які переміщуються
в осьовому та радіальному напрямках до необхідної величини (торець втулки 9
дотикається до торця втулки 8). Заготовка 11 разом з інструментом обтискується
конічною матрицею 12. Після виконання необхідної кількості переходів процесу обтиску
знімається осьове навантаження – відкручується гвинт 4, втулка 9 діє на нижні
уступи інденторів 10 і виштовхує їх по направляючих Т-подібних пазах. Сердечник 1 разом із шліцьовими інденторами 3
виймається без операції випресування. Така конструкція інструмента дає
можливість заміни найбільш навантажених шліцьових інденторів при їх виробці або
поломці, а також регулювання їх положення в осьовому і радіальному напрямках.
Висновки
1. Використання оправки як збірного
інструменту дозволяє підвищити продуктивність процесу виготовлення внутрішніх
шліців в трубній заготовці за рахунок зменшення затрат на операцію випресування.
2. Вироблені або пошкоджені шліци оправки
можуть бути замінені новими з подальшим використанням основної конструкції
інструменту.
ЛІТЕРАТУРА
1. Розенберг О.А., Траченко Б.П. Формообразования шлицевих отверстий в трубных заготовках методом холодного пластического деформирования // Технология и организация производства. – 1991. – № 2. – С. 20–23.
2. Пат. 47441 А Україна, МПК7 В 21 D 41/04. Інструмент для виготовлення шліцевих канавок
на внутрішніх поверхнях
втулок / Нахайчук О.В., Любін М.В. – № 98041901; Заявл. 14.04.98; Опубл. 15.07.02., Бюл. №7. – 2 с.
Сведения об авторе
Нахайчук Олег Викторович, доктор технических наук, профессор Винницкого государственного аграрного университета, ул.
Келецкая 84 кв.