Технічні науки / 3. галузеве машинобудування
К.т.н. Гордєєв А.І., к.т.н. Урбанюк
Є.А., Бережнюк А.К.
Хмельницький національний університет
ОБЛАДНАННЯ
ПЛАНЕТАРНОГО ТИПУ ДЛЯ ОБРОБКИ ПЛАСТМАСОВИХ ВИРОБІВ
У приладобудуванні та
радіотехнічній промисловості досить поширена зачисна
обробка виробів з полімерних матеріалів, технічні вимоги до яких доволі
жорсткі. Це, переважно, видалення облою і зняття заусенок. Інколи пластмасові армовані вироби мають металеві
струмопровідні елементи, які для зниження опору покриваються тонким шаром
золота, срібла тощо. Навіть при
незначному терті на таких поверхнях товщина покриття зменшується, що приводить
до відбракування виробу і перевитраті дорогоцінних металів. Тому більшість таких
пластмасових виробів обробляють вручну, що призводить до зниження
продуктивності процесу.
Для поверхневої
обробки деталей відоме обладнання типу
галтувального барабана, внутрішня робоча поверхня якого для підвищення
зносостійкості покрита блоками з обрізків троса [1], планетарні
млини, що призначені для подрібнювання різних будівельних матеріалів [2], тощо.
Проте, існуюче обладнання даного типу має ряд недоліків, наприклад, постійний кут нахилу робочих камер не дозволяє
керувати процесом переміщення виробів у камерах, завантажувальний колектор
виконаний без поворотного пристрою, що унеможливлює
здійснення процесу завантаження у
роторні робочі камери безперервно, наявність уступів на виході з
камер утруднює їх вільне вивантаження і не дозволяє точно нормувати час перебування деталей чи
матеріалів в зоні обробки.
У запропонованій конструкції
обладнання вказані недоліки відсутні. Установка планетарного типу (рис. 1) працює наступним чином: після запуску
двигуна 6 вироби засипаються в бункер 27,
проходять через еластичну трубу 25, отвір підшипника 24 і попадають у
завантажувальний колектор 13. З колектора 13 вироби попадають у робочі
камери 12, де і проходить обробка.
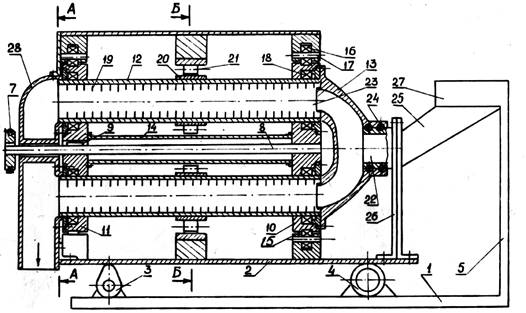
Рис. 1 – Обладнання
планетарного типу: загальний вигляд
Для регулювання
тривалості процесу обробки рама 2 з
допомогою кулачкового механізму 3, опираючись на підшипники 4,
повертається у вертикальній площині. З робочих камер 12 через отвір 29
вироби попадають у випускний колектор 28.
Обертання робочих
камер забезпечується в наступний спосіб: обертальний момент від електродвигуна 6 через пасову
передачу 7 передається на вал 8, який з'єднаний шпонками 9 із дисками 10 і 11.
Диски, що жорстко закріплені між собою стяжною трубою 14, мають на зовнішніх
поверхнях напрямні канавки 15 і, опираючись на ролики 16, що встановлені на
осях 17, можуть обертатись разом із центральним валом 8 без осьових переміщень.
Так як робочі камери 12 встановлені в підшипникових вузлах 18 змонтованих на
дисках 10 і 11, то вони обертаються разом з дисками навколо спільної осі.
Переміщення виробів
від бункера 27 до робочих камер 12 здійснюється
через завантажувальний колектор 13 і
з’єднувальний пристрій, що компенсує
відносний поворот бункера 27 і рами 2. До
бункера 27 підведений отвір верхнього кінця еластичної труби 25, а її нижній
кінець підведений до отвору 22 і утримується разом з підшипником 24 на стійці
26. Вхідний отвір 22
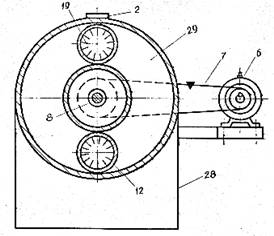
Рис. 2 – Обладнання планетарного типу: розріз А –А
колектора 13 з’єднаний з підшипником 24 таким чином, що при обертанні
колектора 13 вироби безперешкодно переміщаються з еластичної труби
25 у колектор. Для цього, залежно від форми і конфігурації виробів та
наявних на них контактів, при з'єднанні
колектора 13 з підшипником 24, елемент завантажувального пристрою, що не обертається,
може знаходитися як усередині, так і зовні колектора (на рис.1 показане його
внутрішнє розташування). Вихідні отвори 23 колектора 13 орієнтовані на торцеві
отвори робочих камер 12, причому, для запобігання взаємного тертя колектора 13
і торців камер 12, з’єднання виконане з
мінімальним зазором.
Випускний колектор 28
кріпиться до рами 2. Робочі камери 12, з яких випадають готові вироби,
обертаються всередині колектора 28 в отворі 29. Зворотне попадання
виробів через отвір 29 запобігається диском 11, торець якого відносно колектора
28 виконаний з мінімальним зазором.
Для ефективної
обробки обертальний планетарний рух робочих камер має бути таким, щоби вироби
описували траєкторію, яка відповідала б одній із циклоїдних кривих - епіциклоїді чи
гіпоциклоїді. Власне, це і забезпечує конструкція приводу планетарного типу,
зображена в деталях на рис. 3.
Планетарний рух
робочих камер 12 складається з їх обертання навколо осі центрального вала 8
разом із дисками 10 та 11, у яких камери 12 встановлені, і, одночасно,
обертання у підшипникових вузлах 18 навколо власних осей. Камери обертаються
навколо власних осей за рахунок постійного
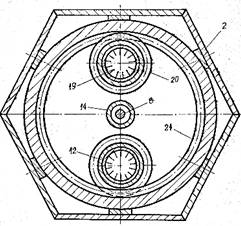
Рис. 3 – Обладнання планетарного типу: розріз Б –Б
зачеплення зубчастого колеса внутрішнього
зачеплення 21 і зірочок 20.
Таким чином, переваги
запропонованої установки визначаються її наступними конструктивними
особливостями:
1) з метою точного
нормування часу перебування в зоні обробки кожного завантаженого виробу робочі
камери виконані без уступів на виході. Час перебування виробу в робочій зоні
регулюється шляхом зміни кута нахилу робочих камер до горизонталі, причому збивання облою і заусенок при обробці різних виробів регулюється шляхом
зміни частоти обертання робочих камер. Для цього використаний електропривод з
можливістю плавного регулювання частоти обертання;
2) для зменшення у
процесі обробки тертя виробів між собою і посилення лише ударної складової
впливу на облой та заусенки
на внутрішній поверхні робочих камер встановлені радіально орієнтовані
розташовані по гвинтовій лінії, яка спрямована проти напрямку обертального руху
робочої камери, жорстко закріплені
пружні голки.
Література: 1.А.С. 740482 СССР, МКИ В24 В31/04. Галтовочный
барабан/ В.И.Роговский (СССР) – 2489224/25-08:
Заяв.25.06.80; Опубл.15.06.80.Бюл.№22.
2. Лесин А.Д., Локлина Р.В. К вопросу о
перспективах развития мельниц
со свободной загрузкой. - В сб. трудов: Тонкое измельчение материалов: Государственное издательство литературы по строительству, архитектуре и строительным материалам, М.:, 1959, с. 145-153.
Авторська картка
1. П.І.Б.: Гордєєв
Анатолій Іванович
2. Рік народження:
1954.10.04.
3. Місце роботи:
Хмельницький національний університет, 29016,
м. Хмельницький; вул. Інститутська 11, р.
т. 72-89-44
4. Посада: доцент
кафедри технології машинобудування
5. Вчене звання: доцент
6. Науковий ступінь: к.т.н.
7. Адреса: м.
Хмельницький, вул. Водопровідна 44/1, кв.4, д.т.65-23-87
Авторська картка
1. П.І.Б.: Урбанюк Євген
Антонович
2. Рік народження: 1949.01.01.
3. Місце роботи: Хмельницький національний
університет, 29016,
м. Хмельницький, вул. Інститутська 11, р.
т. 72-89-44
4. Посада: доцент кафедри технології машинобудування
5. Вчене звання:
доцент
6. Науковий ступінь: к.т.н.
7. Адреса: м. Хмельницький, вул. Інститутська 3, кв.
53, д.т.72-70-12
Авторська картка
1. П.І.Б.: Бережнюк
Анатолій Кирилович
2. Рік народження: 1972 .
3. Місце роботи: Хмельницький національний
університет, 29016,
м. Хмельницький, вул. Інститутська 11, р.
т.72-87-33
4. Посада: асистент
кафедри безпеки життєдіяльності
5. Вчене звання:
-
6. Науковий ступінь: -
7. Адреса: м. Хмельницкий, вул. Партизанська 79, д. т. 55-29-96